CPK是Complex Process Capability index的縮寫,是現代企業用于表示制程能力的指標。制程能力強才可能生產出質量、可靠性高的產品。而PPK是SPC中控制圖中用來計算工序能力或叫過程能力的指數,是指考慮過程有偏差時,樣本數據的過程性能。從定義上來說,Ppk反應的是過程的實際表現,Cpk反應的是過程的能力。
我們可以通過一個生活中的類比來解釋一下這兩者的區別:小明同學智商高、記性好、學習認真,如果正常的話,在班級里他能考到前三名,但這學期的期末考試中,小明因為失戀了心情不好沒有考好,只考了第十。在這個故事里,考前三名是小明的能力,即小明的Cpk,而考了第十名是小明的實際表現,即小明的Ppk。從這個類比可以引出一個很重要的結論,Cpk是制造過程能拿出的最佳表現,所以Cpk一定是大于等于Ppk的。
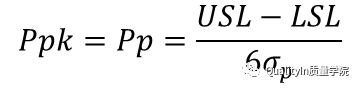
接下來我們從數學上來討論一下這兩個參數的區別。為方便討論,這里假設過程的平均值與目標值一致,即Ppk=Pp,Cpk=Cp。其計算公式分別如下:
公式1

公式2
這兩個公式比較的都是規格限的寬度(公式中的分子)與過程的離散程度(公式中的分母)。這兩個值越高,規格限寬度相對于過程的離散程度就越大,所以出現不合格的幾率就越小。但兩個公式中計算過程離散程度方法不一樣。
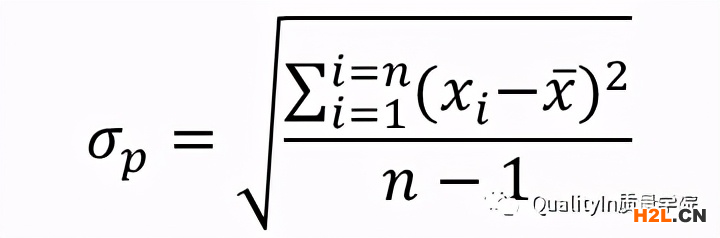
公式1中,分母SigmaP的計算公式如下:
公式3
其中n是用于過程監控所采集的所有樣品的數量(如果采集了25個子組,每個子組有5個樣品,則n=125),xi是每個樣品的值,xbar是這些樣品的平均值。因為這個公式用到了所有采集的樣品來計算標準差,所以SigmaP可以體現整個過程實際的離散程度,因此由公式1計算的Ppk值反映的是過程的實際表現。
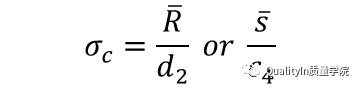
公式2中,分母SigmaC的計算公式如下
公式4
這個公式用子組內樣品的離散程度R或s來計算整個過程的離散程度(R是子組的極值,s是子組內樣品的標準差,d2或c4是子組內樣品的離散程度與整個過程離散程度之間的系數)。這個關系只有在過程處于穩定受控狀態下是正確的 。
處于穩定受控狀態的過程,只存在普通原因,不存在特殊原因,此時過程展現的是它的最佳狀態(除非通過系統性措施改善普通原因,過程的離散程度不能再縮小了),所以用公式2計算的Cpk值體現的是過程的最佳狀態,即過程的能力。
對上述討論做個小結:SigmaC是由子組的離散程度來計算的,它只能表征過程處于穩定受控狀態條件下的離散程度,所以Cpk反應的是過程的最佳狀態,體現的是過程的能力。SigmaP是由采集的所有樣品來計算的,它可以反應過程在任何狀態下的離散程度,所以Ppk體現的是過程實際表現出來的狀態。
現在再來討論一下為什么公式4.只能用于計算穩定受控狀態下過程的離散程度。
下圖中,每個正態分布的曲線代表某個制造過程在一天內生產的產品性能的分布。假設每天各抽檢5個樣品來對該過程進行SPC監控,根據統計學的理論,任何一天內生產的產品的離散程度可以用樣品的平均極值來計算,即
如果該制造過程是穩定受控的,每天生產的產品都將會保持一樣的分布,該過程生產的所有產品的分布也將與任何一天的分布一樣,即穩定受控狀態的過程生產的所有產品的離散程度與任意一天內生產的產品的離散程度一樣。所以公式5也即是過程所生產的所有產品的離散程度。
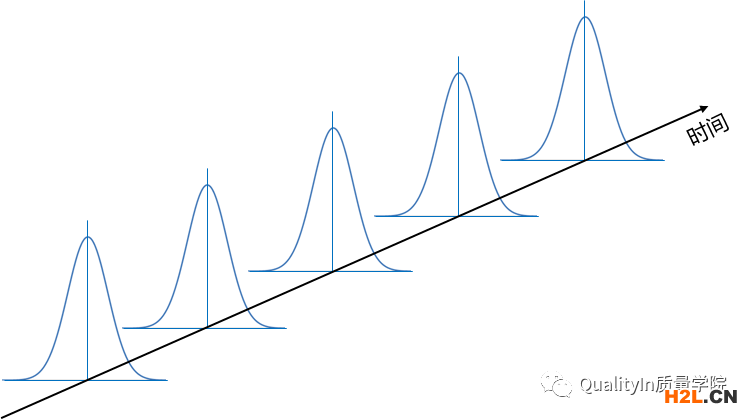
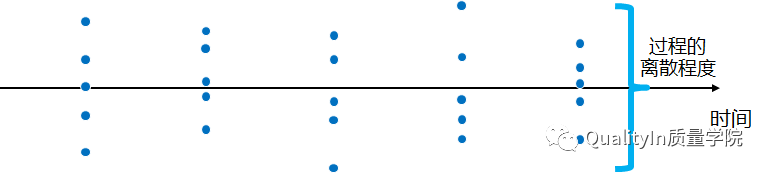
圖1
但當過程不處于穩定受控狀態的時候,過程在某一天生產的產品的離散程度將不再等于過程所生產的所有產品的離散程度,如下圖所示。在這個圖中,使用的原材料批次的性能在第5天出現下降,該天生產的產品性能的中間值與之前4天因此發生了偏移。在這種情況下,過程所生產的所有產品的離散程度要大于其中任何一天的產品的離散程度。
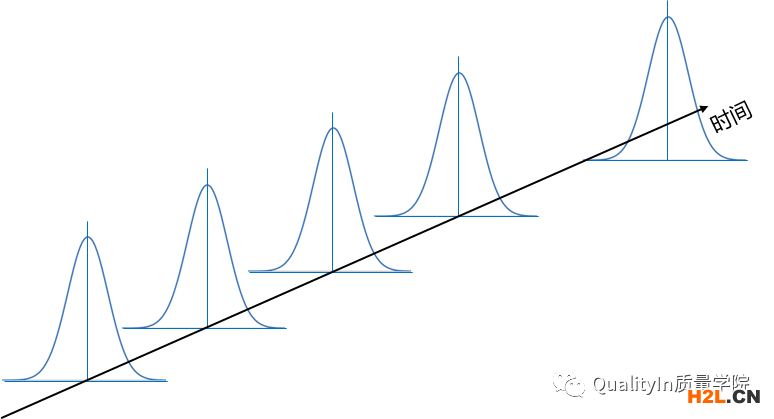
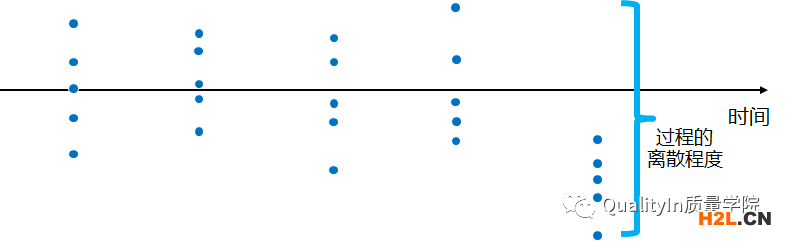
圖2
此時,要表征過程的離散程度的話,就不能只用其中某一天生產的樣品的離散程度來表征了,而是需要考慮所有抽樣的樣品,用公式3來計算了。
將上面的討論總結一下:當過程處于穩定受控狀態(只存在普通原因而不存在特殊原因)情況下,過程的離散程度可以用子組的離散程度R或s來計算,如圖1中的例子所示。此時過程的離散程度由子組內的離散程度來決定,所以過程的變差只包括了子組內變差。
而當過程不處于穩定受控狀態(存在普通原因,同時也存在特殊原因)時,其離散程度不只包括了子組內變差,也包括了由特殊原因引起的子組間變差(如圖2中第5個子組相對于其它4個子組的偏離)。子組間變差的存在是引起Ppk和Cpk不一樣的原因。
如何利用Ppk和Cpk的區別來監控過程?
在實施SPC的過程中,經常出現的一個錯誤是只關注Cpk和Ppk的絕對值,而不關注它們的差異。只要兩者都達到了客戶或內部的要求,即認為過程是OK的。
但通過上文的討論,可以看出Cpk和Ppk的差值有很重要的意義。Cpk是由普通原因引起的子組內變差決定的,而Ppk是由子組內變差加特殊原因引起的子組間變差共同決定的。所以在實施SPC的時候,除了Ppk和Cpk的絕對值,還需要關注兩者的差值。
當Ppk比Cpk小很多時,代表子組間變差比較大,有特殊原因存在。在這種情況下,即使Ppk和Cpk都達到了客戶的要求(例如客戶要求Cpk和Ppk>1.33.而過程的Cpk=2.Ppk=1.5),也應采取措施消除存在的特殊原因。
中企檢測認證網提供iso體系認證機構查詢,檢驗檢測、認證認可、資質資格、計量校準、知識產權貫標一站式行業企業服務平臺。中企檢測認證網為檢測行業相關檢驗、檢測、認證、計量、校準機構,儀器設備、耗材、配件、試劑、標準品供應商,法規咨詢、標準服務、實驗室軟件提供商提供包括品牌宣傳、產品展示、技術交流、新品推薦等全方位推廣服務。這個問題就給大家解答到這里了,如還需要了解更多專業性問題可以撥打中企檢測認證網在線客服13550333441。為您提供全面檢測、認證、商標、專利、知識產權、版權法律法規知識資訊,包括商標注冊、食品檢測、第三方檢測機構、網絡信息技術檢測、環境檢測、管理體系認證、服務體系認證、產品認證、版權登記、專利申請、知識產權、檢測法、認證標準等信息,中企檢測認證網為檢測認證商標專利從業者提供多種檢測、認證、知識產權、版權、商標、專利的轉讓代理查詢法律法規,咨詢輔導等知識。
本文內容整合網站:百度百科、搜狗百科、360百科、知乎、市場監督總局
免責聲明:本文部分內容根據網絡信息整理,文章版權歸原作者所有。向原作者致敬!發布旨在積善利他,如涉及作品內容、版權和其它問題,請跟我們聯系刪除并致歉!