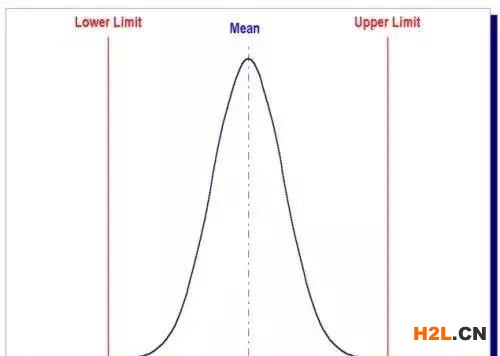
定義:
PP (Performance Index of Process)不考慮過程有無偏移,容差范圍除以過程性能。
Cpk (Preliminary process Capability)考慮過程有偏差時(shí),樣本數(shù)據(jù)的過程性能。
* ppk 通常用來與cp及Cpk對(duì)比,度量和確認(rèn)內(nèi)改進(jìn)的優(yōu)先次序。
1. 適用環(huán)境
ppk:過程性能指數(shù),表示的是過程在一段時(shí)間內(nèi)的表現(xiàn)。
1 . 輸出滿足規(guī)格要求+預(yù)測(cè)圖形+長期不穩(wěn)定過程(不要求過程穩(wěn)定);
2 . 小批生產(chǎn)(試產(chǎn))的過程性能評(píng)價(jià),要求Ppk>1.67;
3 . 用于實(shí)時(shí)過程性能研究和初始過程能力評(píng)估。
Cpk:過程能力指數(shù),表示過程本身的能力,一種理想的狀態(tài)下的指數(shù)。
1 . 過程穩(wěn)定+足夠歷史數(shù)據(jù)/初始數(shù)據(jù)(More than 100個(gè)體數(shù)據(jù)&25子組;
2 . 大批量生產(chǎn)后的生產(chǎn)能力的評(píng)價(jià),要求Cpk>1.33;
3 . 主要用于周期性的過程評(píng)價(jià)。
注解:
1 . 有時(shí)CPK需要借助PPK的控制界限來作控制。
2 . PPK表示所有數(shù)據(jù)之間的變差;CPK剔除組內(nèi)變差(組內(nèi)均值),僅考慮子組變差。
3 . PPK和CPK的區(qū)別就好像是一個(gè)人的工作表現(xiàn)和工作能力之間的差別一樣。
4 . Cpk計(jì)算之前,一定要檢查過程是否穩(wěn)定。一般要求有100個(gè)數(shù)據(jù),25個(gè)均值。
取樣方式:子樣定間隔時(shí)間選取(如:每隔1小時(shí)連續(xù)取4個(gè)樣本,計(jì)算均值。通過xbar-R圖來檢查過程是否穩(wěn)定。如果穩(wěn)定,計(jì)算得到的是Cpk。
5 . PPK不要求檢查過程是否穩(wěn)定。
取樣方式:無需1小時(shí)間隔,連續(xù)取100個(gè)數(shù)據(jù)。
因PPK未檢查過程是否穩(wěn)定(風(fēng)險(xiǎn)),要求目標(biāo)PPK>1.67。
因PPK中可能有特殊原因變差不能稱之為過程能力指數(shù),而是過程性能指數(shù)。
6 . 過程不穩(wěn)定,則需查明特殊原因并消除后重新進(jìn)行評(píng)估(過程繁瑣)。對(duì)于初期數(shù)據(jù)匱乏案例,在客戶同意后可采用PPK。
7 . 當(dāng)過程穩(wěn)定+CPK滿足要求時(shí),利用控制圖來監(jiān)視過程。過程實(shí)際運(yùn)行有可能發(fā)生特殊原因,一旦發(fā)現(xiàn)就要查明后消除它,使過程回到穩(wěn)定。
8 . 當(dāng)過程運(yùn)行相當(dāng)長一個(gè)時(shí)期以后,要定期檢查CPK>1.33。通常長期CPK<短期CPK,這是由于計(jì)算數(shù)據(jù)中的標(biāo)準(zhǔn)差數(shù)值變大導(dǎo)致的。
2. CPK的計(jì)算
CPK計(jì)算前提:變異(或波動(dòng)),因?yàn)橛凶儺惖拇嬖冢艆^(qū)分能力大小。
變異種類:
1 . 普通原因變異:平時(shí)一直客觀存在,對(duì)過程有一定的影響但不明顯。
2 . 特殊原因變異:偶然出現(xiàn),對(duì)過程影響很大。
舉例說明 : 空調(diào)房設(shè)溫度25度,由于室內(nèi)外溫差,時(shí)刻會(huì)有能量交換,所以室內(nèi)溫度實(shí)際可能在一定范圍(微小)內(nèi)變化(24.99,24.98,25.00,25.0..時(shí)即是普通因素的影響,而有人推門進(jìn)來,室內(nèi)溫度瞬間產(chǎn)生較大變化,此時(shí)即是同時(shí)受到普通因素和特殊因素影響。
過程表現(xiàn):
若只受普通因素影響則控制圖上過程受控,
如有特殊原因的影響則控制圖上會(huì)有異常點(diǎn)出現(xiàn)。
CP/CPK使用前提:過程穩(wěn)定+正態(tài)分布+數(shù)據(jù)25組以上,只考慮過程受普通因素的影響。
* 建議最少不低于20組(數(shù)據(jù)組越少采信結(jié)果的風(fēng)險(xiǎn)越大)
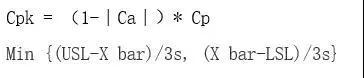
計(jì)算公式:
注解:
1 . PP,PPK的計(jì)算公式與CP,CPK計(jì)算公式相同。
2 . 區(qū)別:變差(標(biāo)準(zhǔn)差)σ的計(jì)算方式不同。
PPK時(shí),為標(biāo)準(zhǔn)差公式計(jì)算得來;cpk時(shí),σ-R/d2度差=子組極差均值/變差常數(shù)]PPK的變差包括普通因素和特殊因素產(chǎn)生的兩種變差,對(duì)相同工程而言大于CPK變差。因此理論上CPK= PPK,但實(shí)際使用minitab時(shí)會(huì)出現(xiàn)PPK略大于CPK,因?yàn)镃PK的變差是估算的,存在誤差。(不影響對(duì)最終過程能力大小的評(píng)價(jià))
3 . 過程只受到普通因素變差影響是理想狀態(tài),過程總會(huì)受到各種特殊因素的影響,因此可分別稱CP/CPK(短期過程能力/潛在過程能力),PP/PPK長期過程能力/性能指數(shù)
4 . 因?yàn)镻P/PPK不需要過程穩(wěn)定(在計(jì)算公式中已經(jīng)考慮了普通和特殊兩種因素的影響),所以PPAP要求試產(chǎn)過程不穩(wěn)定時(shí)使用PPK衡量過程能力。
只有PPK>1.67才能進(jìn)入量產(chǎn)階段,所以PPK又稱為 期能力指數(shù)。
5 . 進(jìn)入量產(chǎn)后應(yīng)同時(shí)監(jiān)控CP/CPK/PPK三個(gè)指數(shù)的區(qū)別進(jìn)而斷過程是否有問題、管理問題還是技術(shù)問題。
舉例說明:
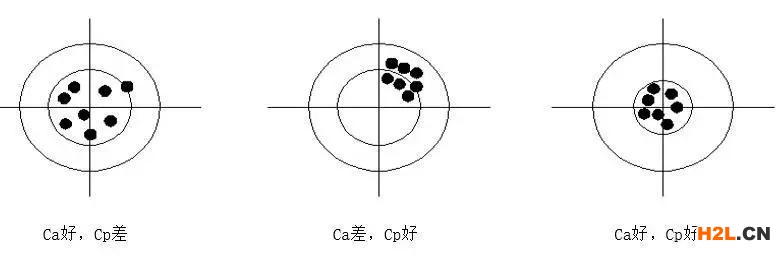
a . 當(dāng)CP> 1.33,表明過程變差比較小(USL-LSL是規(guī)格確定值),此時(shí)同時(shí)檢測(cè)CPK,若CP和CPK相差很大,則說明過程便宜較大,需要做居中處理。
再比較CPK和PPK,若兩者相差不大則過程受特殊因素的影響小,反之影響很大。
b . 特殊因素的影響往往比較容易找到,但如果CP本身就很小則說明過程受普通因素的變差影響大,若想提升過程能力則需要更多的投入和更高的決策才能解決問題。
因此即使cpk值很高(比如大于2),如果其與CP/CPK相差較大則需改進(jìn)過程。
c . 若CPK比PPK則:1過程沒有受控2控制圖上有異常點(diǎn)3.計(jì)算人員錯(cuò)用了結(jié)論。
PPK和CPK的區(qū)別點(diǎn):
1 . δ的計(jì)算公式不同,PPK采用標(biāo)準(zhǔn)差,CPK用經(jīng)驗(yàn)公式(偏差很小)。
2 . 取樣方法不同:PPK要短時(shí)間內(nèi)連續(xù)生產(chǎn)的,CPK一般是每天取一組數(shù)據(jù)(一般5個(gè))。
中企檢測(cè)認(rèn)證網(wǎng)提供iso體系認(rèn)證機(jī)構(gòu)查詢,檢驗(yàn)檢測(cè)、認(rèn)證認(rèn)可、資質(zhì)資格、計(jì)量校準(zhǔn)、知識(shí)產(chǎn)權(quán)貫標(biāo)一站式行業(yè)企業(yè)服務(wù)平臺(tái)。中企檢測(cè)認(rèn)證網(wǎng)為檢測(cè)行業(yè)相關(guān)檢驗(yàn)、檢測(cè)、認(rèn)證、計(jì)量、校準(zhǔn)機(jī)構(gòu),儀器設(shè)備、耗材、配件、試劑、標(biāo)準(zhǔn)品供應(yīng)商,法規(guī)咨詢、標(biāo)準(zhǔn)服務(wù)、實(shí)驗(yàn)室軟件提供商提供包括品牌宣傳、產(chǎn)品展示、技術(shù)交流、新品推薦等全方位推廣服務(wù)。這個(gè)問題就給大家解答到這里了,如還需要了解更多專業(yè)性問題可以撥打中企檢測(cè)認(rèn)證網(wǎng)在線客服13550333441。為您提供全面檢測(cè)、認(rèn)證、商標(biāo)、專利、知識(shí)產(chǎn)權(quán)、版權(quán)法律法規(guī)知識(shí)資訊,包括商標(biāo)注冊(cè)、食品檢測(cè)、第三方檢測(cè)機(jī)構(gòu)、網(wǎng)絡(luò)信息技術(shù)檢測(cè)、環(huán)境檢測(cè)、管理體系認(rèn)證、服務(wù)體系認(rèn)證、產(chǎn)品認(rèn)證、版權(quán)登記、專利申請(qǐng)、知識(shí)產(chǎn)權(quán)、檢測(cè)法、認(rèn)證標(biāo)準(zhǔn)等信息,中企檢測(cè)認(rèn)證網(wǎng)為檢測(cè)認(rèn)證商標(biāo)專利從業(yè)者提供多種檢測(cè)、認(rèn)證、知識(shí)產(chǎn)權(quán)、版權(quán)、商標(biāo)、專利的轉(zhuǎn)讓代理查詢法律法規(guī),咨詢輔導(dǎo)等知識(shí)。
本文內(nèi)容整合網(wǎng)站:百度百科、搜狗百科、360百科、知乎、市場(chǎng)監(jiān)督總局
免責(zé)聲明:本文部分內(nèi)容根據(jù)網(wǎng)絡(luò)信息整理,文章版權(quán)歸原作者所有。向原作者致敬!發(fā)布旨在積善利他,如涉及作品內(nèi)容、版權(quán)和其它問題,請(qǐng)跟我們聯(lián)系刪除并致歉!
本文來源: http://www.rumin8raps.com/zs/202008/ccaa_5510.html