統計過程控制SPC,作為一個非常經典的質量控制方法,在質量界享譽百年。
但在中國的許多企業應用過程中,由于對SPC的理解不足,使用不當,根本沒有發揮它的價值。
汽車行業五大手冊太有名了,有名到不知道它們,都不好意思說自己是在汽車行業混的。
雖說不是強制性要求,可并不妨礙各大主機廠對它們的推崇,進行影響著整個汽車行業。
今天直接先拿涉及到很多統計學、比較燒腦子的SPC開刀。
不過,五大工具名氣大了,就顯得有些“高冷”,很多朋友在學習五大手冊的時候總覺得有些高深難懂。
我們還是來認識一下它們。
畢竟,江湖中人講究不殺無名之輩,而何況,這一個個都是響當當的人物。
它們分別是:
· APQP 產品質量先期策劃
· FMEA 潛在失效模式及后果分析
· MSA 測量系統分析
· SPC 統計過程控制
· PPAP 生產件批準程序
這些“人物”,光從名字看就知道不好相處,還一下子來了五個。
在分頭擊破之前,我們先來看看它們之間的關系。
都說汽車結構復雜,涉及到的零件多。
其實,先不說整車,單車上的某些零件就復雜得讓人崩潰。

羅馬不是一天建成的,相信對于汽車上復雜的零部件也是。
既然很復雜,不是一天就能搞定的。
那么,在長長的開發過程中,總不能就像小學生寫寒假作業一樣,前面時間猛玩,猛high,最后兩天不睡覺狂寫吧。
我們是不是得安排個小計劃?
這個小計劃就是傳說中的APQP——產品質量先期策劃。
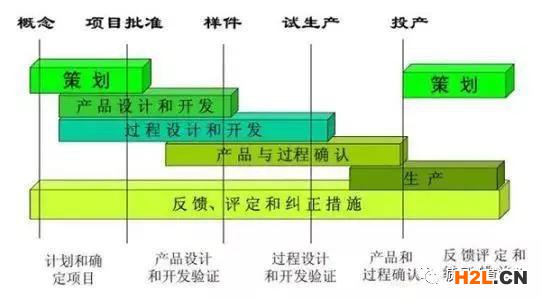
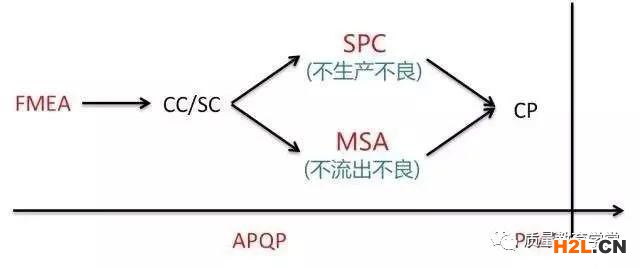
對于復雜的事物,我們很難把精力放在復雜事物的所有方面,這時候,抓“重點”就顯得很有必要,而FMEA正是告訴我們哪些是重點(嚴重度、發生度、探測度),以及打算怎么更好地去控制重點(建議措施)。
重點抓出來了,怎么讓這個重點(比如某特性)不出紕漏是我們接下來要考慮的問題。
SPC的目的很簡單,就是看生產過程容不容易出紕漏,盡量少的生產出不良品。
而MSA的關注點則在“眼睛”,去看檢驗的“眼睛”是否夠雪亮,能不能將生產出的不良品發現出來。
就這樣,有計劃(APQP)、有重點(FMEA)、生產出不合格品少(SPC)、生產出不合格品也能發現(MSA)的過程,是我們想到的過程,如果都能達到,那就同意開足馬力干吧(PPAP)。
關系理清楚了,該對 SPC 動手了!
1. SPC的概念
廣義的SPC包括傳統的7大質量工具(the magnificent seven):
1.Histogram 柱狀圖
2. Check sheet 檢查表
3. Pareto chart 柏拉圖
4. Cause-and-effect diagram 魚骨圖
5. Process flow diagram 過程流程圖
6. Scatter diagram 散點圖
7. Control chart 控制圖
狹義SPC指的就是我們常說的控制圖 Control Chart,一種對生產過程的關鍵質量特性值進行測定、記錄、評估并監測過程是否處于控制狀態的一種圖形方法。
控制圖除了眾所周知的休哈特控制圖(shewhart control chart)外,其實還有多種其他控制圖,如累積和控制圖CUSUM(cumulative sum control chart),指數加權移動平均控制圖EWMA(Exponentially Weighted Moving-Average control chart)等。
今天的重點是比較常用的休哈特控制圖。
這里有必要補充一點:
當我們說到“質量工具”,往往更多地關注了工具的技術層面,而忽略了運用工具的“環境”。
這種片面的認知常常導致工具應用的低效。
雖然上面提到的7大質量工具是SPC的重要部分,但不能說SPC就是這7大工具,因為SPC還需要一個“持續改善,領導支持”的環境。
如果一個企業沒有追求持續改善的文化環境,也沒有最高管理層對這種文化環境的追求,那么SPC就不能發揮其威力,這時候SPC就不是真正的SPC了。
我想"橘生淮南則為橘,橘生淮北則為枳"大概也就是這個道理。
2. SPC的發展及應用歷史
最早的控制圖是由美國貝爾電話實驗室的休哈特博士在1924年提出的P圖-P Chart,后來此類控制圖都被叫做休姆哈特控制圖。
從休姆哈特的P圖算起,SPC理論從創立到今天已接近百年。
SPC理論創立之初,恰逢美國大蕭條時期,該理論當時理論無人問津。
后來二次世界大戰時,SPC理論在幫助美國軍方提升武器質量方面大顯身手,于是戰后開始風行全世界。
不過二戰后,美國無競爭對手,產品橫行天下,SPC在美國并沒有得到廣泛重視。
日本二戰戰敗后被美國接管,為了幫助日本的戰后重建,美國軍方邀請戴明到日本講授SPC理論。
1980年日本已居世界質量與勞動生產率的領導地位,其中一個重要的原因就是SPC理論的應用。
1984年日本名古屋工業大學調查了115家日本各行業的中小型工廠,結果發現平均每家工廠采用137張控制圖。
戴明在日本講授SPC
因此,SPC無論是在歐美還是日本,都是非常重要的質量改進工具,所以大家有必要去深入認識SPC、應用SPC、推廣SPC。
3. SPC實施參與人員
SPC實施需要哪些崗位的人員參與呢?
其實簡單的說就是與生產相關的人員都要參與,建議參與SPC實施的人員至少包含:
工藝員
工藝管理人員
質檢員
質量管理人員
生產操作人員
生產管理人員
設備管理人員
信息部門技術人員
信息部門管理人員
企業高層領導
4. 與SPC相關的幾個重要的概念
(1)變差
就像世界上沒有兩張完全相同的樹葉一樣,任何一個工廠,無論其多么先進,從其生產線出來的同一種產品或多或少總會存在一些差異,這種差異就是變差。
比如,同一生產線生產出的一批合格螺栓長度不可能做到完全一樣。
(2)普通原因 vs 特殊原因
類似于上面螺栓的例子,為什么兩個相同的漢堡并不能保證其重量完全相等呢?
這是因為制作漢堡的工藝流程不可能保證每一個漢堡的重量絕對的一樣,總會存在一些細微差異。
只不過作為顧客我們能夠接受這樣的差異。
我們把導致這種普遍的、固有的、可接受的變差的原因,叫做普通原因 common cause。
但如果哪天你買了兩個同樣的漢堡,卻發現其中一個漢堡中間完全沒有添加蔬菜,這不再是常見的、普通的變差,而是有某種特殊原因導致的變差,比如員工的操作的失誤。
這種變差往往是顧客不能接受的。
我們把導致這種非普遍的、非固有的、異常的變差的原因叫做特殊原因 special cause。
你會接受一個漏掉蔬菜的漢堡嗎?
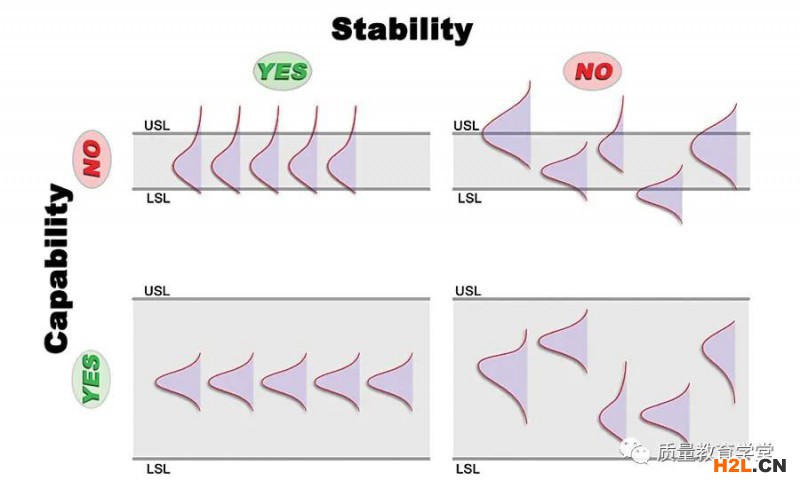
(3)受控 vs 不受控
如果一個過程僅僅只有普通原因引起的變差,我們就說這個過程受控 in statistical control; 如果一個過程存在特殊原因引起的變差,我們就說這個過程不受控 out of control。
控制圖的使命就是幫助我們發現并消除導致過程變異的特殊原因,這是一個使過程從不受控變成受控的過程。
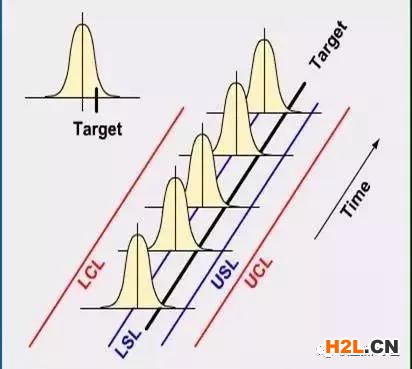
在這里強調下,過程“受控”不等于“滿足設計規范”;“不受控”也不是說就“不滿足規范”。
受控是否滿足規范是兩碼事。
受控并滿足規范(藍色控制限,紅色規范限,下同)
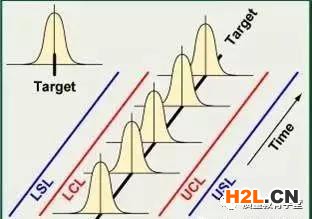
受控但不滿足規范
(4)中心極限定理
中心極限定理是SPC的重要理論依據。
這個定理是這樣的:
“設X1.X2....,Xn為n個相互獨立同分布隨機變量,其總體的分布未知,但其均值和方差都存在,當樣本容量足夠大時,樣本均值的分布將趨近于正態分布”。
如何理解?舉個例子:
不管全中國的30歲男人體重成何種分布,我們隨機抽N個人的重量并計算其均值,那么當N足夠大的時候,那么N個人的平均重量W就會接近于成正態分布。
不禁有人要問多大算“足夠大”?記住:如果總體的分布對稱,N〉=5時效果就比較理想了;如果總體分布不對稱,一般N〉=30時候才算足夠大。
這個定理還有一個重要推論:
樣本均值的分布將會比總體的分布窄![]() ,n是樣本容量。
,n是樣本容量。
(5)合理的抽樣
中心極限定理中我們說到了抽樣,那么什么是抽樣, 為什么要抽樣呢?
抽樣(Sampling)就是從研究總體中選取一部分代表性樣本的方法。
在SPC理論中,抽樣是考慮到:
· 經濟性,即成本因素;
· 有的質量特性只能進行抽樣研究,比如需要通過破壞性實驗獲得的質量數據。
顯然抽樣是有風險的,如果抽樣不合理,其結果就是“管中窺豹,略見一斑”了,因此我們說要合理抽樣(rational sampling)。
合理抽樣涉及到幾個問題:樣本大小、抽樣頻率、抽樣類型(連續取樣、隨機取樣or 其他結構化取樣)。
為了滿足統計過程控制的目標, 抽樣計劃必須確保:
· 樣本內變差包含了幾乎所有由普通原因造成的變差;
· 子組內不存在由特殊原因造成的變差, 即所有特殊原因造成的影響都被限制在樣本之間的時間周期上。
抽樣大小(子組大小)會影響控制圖的敏感度,樣本越大能探測到的均值偏移Mean Shift 越小。
一般來說,計量型數據推薦最少取4至5個連續零件,計數型數據樣本一般不少于500(20~25組,每組至少25個數據)。
5. 如何使用SPC控制圖
休姆哈特控制圖類型介紹
關于SPC控制圖的制作步驟,我們來看個流程圖:
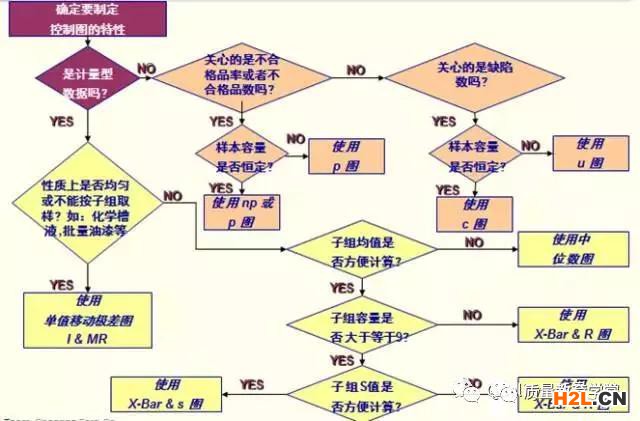
上圖中,黃色路徑針對的是計量型數據,涉及四種控制圖:
(1)X-Bar & R chart--均值-極差控制圖
最常用、最基本的 控制圖,控制對象為長大衣、重量、強度、純度、時間和生產量等計量值的場合。
(2)I & MR chart--單值-移動極差圖
此圖靈敏度較其他三個圖差一些,多用于以下場合:
· 自動化檢測(對每一個產品都檢測);
· 破壞性取樣,成本高;
· 樣品均勻,如化工等過程,多取樣也沒用。
(3)X-Bar & S chart --均值-標準差控制圖
與均值-極差圖類似,只是用標準差圖(S圖)代替了極差圖(R圖)而已。
極差計算簡便故R圖用得廣泛,但當樣本量n>=9時,應用極差估計總體標準差的效率減低,最好用S圖替代R圖。
(4)Xmed & R chart--中位數-極差控制圖
同樣與均值-極差圖類似,只是用中位數圖代替了均值圖。
由于中位數可直接讀出非常簡單,故多用于現場需要把測定數據直接記入控制圖進行管理的場合。
橙色路徑是針對計數型數據,同樣涉及四種控制圖:
【P】Chart --P控制圖
控制對象為不合格品率或合格品率等計數值質量指標的場合。
【np】Chart --np控制圖
控制對象為不合格品數,由于計算不合格品率需要進行除法,故在樣本大小相等時,此圖比較簡單。
【c】chart --c控制圖
用于控制一部機器、一個部件、一定長度、一定面積或任何一定單位中所出現的缺陷數目,如鑄件上的砂眼數,機器設備故障數等。
【u】chart --u控制圖
當樣品大小變化時應換算成每單位的缺陷數并用u控制圖。
6. 控制圖制作步驟
上面8種控制圖都屬于休姆哈特控制圖。
其中 X-Bar & R chart 和 I & MR chart 是比較常用的兩個。
但不管是選擇哪種圖,都按以下步驟進行:
Step 1:根據數據類型和抽樣計劃確定控制圖類型。
Step 2:使用收集的數據計算過程均值和控制限。
Step 3:計算繪圖比例并將數據點, 過程均值和控制限繪制在控制圖上。
Step 4:查找不受控的點
· 確定為什么不受控.
· 糾正過程的問題, 例如抽樣計劃, 數據收集方式等.
· 如果已識別出特定原因, 消除該不受控的點并且用增加的額外數據點代替.
· 重新計算過程均值和控制限.
· 重新計算比例并將修訂后的數據點, 過程均值和控制限繪制在圖上.
· 繼續重復抽樣過程直到所有必須的點都受控. 這就建立起了正確的過程均值和控制限.
備注:我們把處于上述步驟 Step 4-d 之前的控制圖叫做分析用控制圖(Phase I ) ;d 之后的控制圖叫做控制用控制圖 (Phase II)。
分析用控制圖階段就是過程參數未知階段,而控制用控制圖階段則是過程參數已知階段。
【分析用控制圖】
– 分析用控制圖主要分析過程是否穩定和受控,是否處于統計的穩定狀態和技術的穩定狀態,此時分析的數據常為某一時間段的數據,如一個星期或是一個月;控制用控制圖的控制限也即由此階段的分析而得到的,這是分析用控制圖的主要任務之一。
【控制用控制圖】
當過程達到我們所確定的“統計穩態和技術穩態”后,才能將分析用控制圖的控制線延長作為控制用控制圖。
這種延長的控制線相當于生產立法,便進入日常管理。
控制圖制作案例
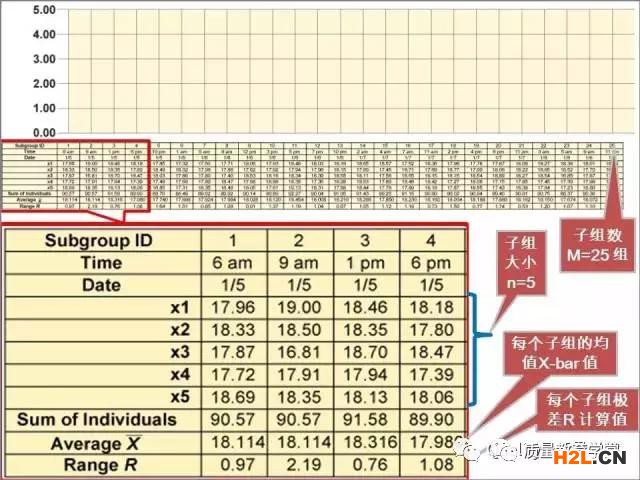
我們將某軸類零件的直徑尺寸作SPC監控,假如其Nomial尺寸為18.0mm,按上述4個步驟:
Step1:
首先確定控制圖類型:變量數據,且容易獲取,因此確定選取X-bar & R chart.
Step2:
收集數據,計算初始的均值及控制限。如下表,我們采集了m=25個子組,每個子組大小n=5.共計125個數據。
按如下公式分別可得到X-bar chart, R chart 的上下控制限。
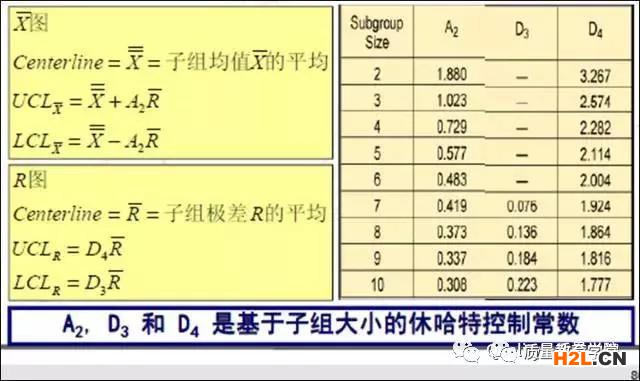
Step 3:
開始繪圖描點,注意圖表刻度比例要合適。
Step4:
很幸運,我們沒有發現異常點,說明過程本身是穩定和受控的,分析階段完成,因此我們可將控制限延長開始后續的過程監控。
很多情況下, Step4之前,即“分析階段” 會出現異常點, 在后續的 “控制階段”也可能出現異常點,那么如何 “判異” 呢?
7. 控制圖判異
在控制圖近百年發展中,先后有各種不同類型的判異準則被提出,如:
· Western Electric (WECO) rules
· Nelson Rules
· AIAG Rules
· Juran Rules
· ....
所以不同的文獻資料列舉的判異原則可能存在一些差異,我們在選取用哪些判異原則可以根據自己的情況來定。
今天我們介紹Minitab中的8大判異準則(結合下圖理解):
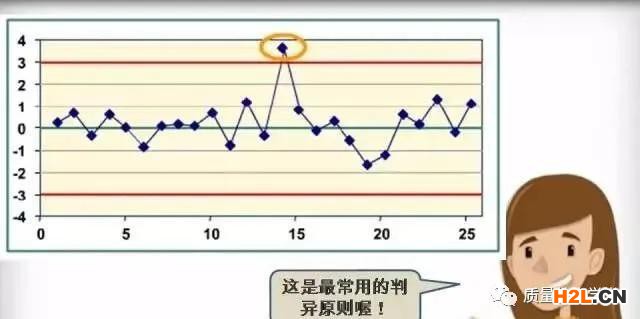
· 在控制限之外的任何點
· 9 個連續的點在中心線的同一邊
· 6 個連續的點連續上升或下降
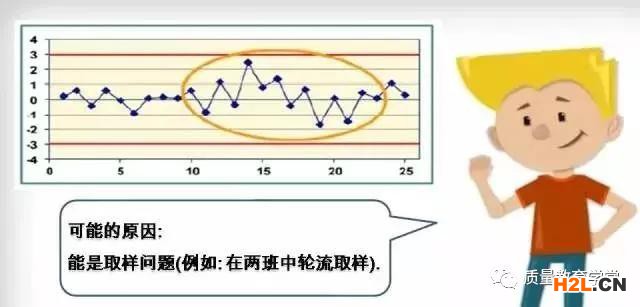
· 14 個連續的點交互上升和下降
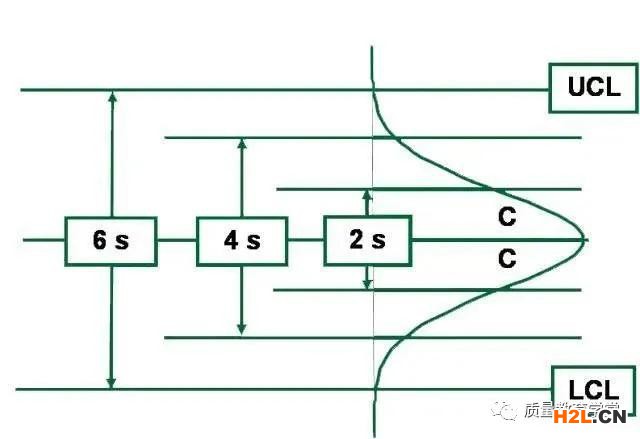
· 3 個點中有2個都在A區或之外
· 5 個點中有4個都在B區或之外
· 15 個連續的點在任一個C區
· 8 個點在C區之外
【原則1】:在控制限之外的任何點
【原則2】:3 個點中有2個都在A區或之外
【原則3】:5 個點中有4個都在B區或之外
【原則4】:連續15個點排列在中心線1個標準差范圍內(任一側)

【原則5】:連續8個點距中心線的距離大于1個標準差(任一側)

【原則6】:連續9點位于中心線同一側

【原則7】:連續6點上升或下降

【原則8】:連續14點交替上下變化
其實SPC的內容還可以深入講很多,除了上面的休姆哈特控制圖外,還有累積和控制圖CUSUM、指數加權移動平均控制圖EWMA等。
中企檢測認證網提供iso體系認證機構查詢,檢驗檢測、認證認可、資質資格、計量校準、知識產權貫標一站式行業企業服務平臺。中企檢測認證網為檢測行業相關檢驗、檢測、認證、計量、校準機構,儀器設備、耗材、配件、試劑、標準品供應商,法規咨詢、標準服務、實驗室軟件提供商提供包括品牌宣傳、產品展示、技術交流、新品推薦等全方位推廣服務。這個問題就給大家解答到這里了,如還需要了解更多專業性問題可以撥打中企檢測認證網在線客服13550333441。為您提供全面檢測、認證、商標、專利、知識產權、版權法律法規知識資訊,包括商標注冊、食品檢測、第三方檢測機構、網絡信息技術檢測、環境檢測、管理體系認證、服務體系認證、產品認證、版權登記、專利申請、知識產權、檢測法、認證標準等信息,中企檢測認證網為檢測認證商標專利從業者提供多種檢測、認證、知識產權、版權、商標、專利的轉讓代理查詢法律法規,咨詢輔導等知識。
本文內容整合網站:百度百科、搜狗百科、360百科、知乎、市場監督總局
免責聲明:本文部分內容根據網絡信息整理,文章版權歸原作者所有。向原作者致敬!發布旨在積善利他,如涉及作品內容、版權和其它問題,請跟我們聯系刪除并致歉!