SPC - 控制圖判異規(guī)則及異常處理機(jī)制
01 / 控制圖
控制圖就是對(duì)生產(chǎn)過(guò)程的關(guān)鍵質(zhì)量特性值進(jìn)行測(cè)定、記錄、評(píng)估并監(jiān)測(cè)過(guò)程是否處于控制狀態(tài)的一種圖形方法。根據(jù)假設(shè)檢驗(yàn)的原理構(gòu)造一種圖,用于監(jiān)測(cè)生產(chǎn)過(guò)程是否處于控制狀態(tài)。它是統(tǒng)計(jì)質(zhì)量管理的一種重要手段和工具。
02 / 控制圖的分析準(zhǔn)則
控制圖判斷異常的準(zhǔn)則有兩條:點(diǎn)子出界就判斷異常;界內(nèi)點(diǎn)排列不隨機(jī)判斷異常。
穩(wěn)態(tài)是生產(chǎn)過(guò)程追求的目標(biāo)。那么如何用控制圖判斷過(guò)程是否處于穩(wěn)態(tài)?為此,需要制定判斷穩(wěn)態(tài)的準(zhǔn)則。
03 / 判穩(wěn)準(zhǔn)則
在點(diǎn)子隨機(jī)排列的情況下,符合下列各點(diǎn)之一就認(rèn)為過(guò)程處于穩(wěn)態(tài):
(1)連續(xù)25個(gè)點(diǎn)子都在控制界限內(nèi);
(2)連續(xù)35個(gè)點(diǎn)子至多1個(gè)點(diǎn)子落在控制界限外;
(3)連續(xù)100個(gè)點(diǎn)子至多2個(gè)點(diǎn)子落在控制界限外。
在討論控制圖原理時(shí),已經(jīng)知道點(diǎn)子出界就判斷異常,這是判斷異常的最基本的一條準(zhǔn)則。為了增加控制圖使用者的信心,即使對(duì)于在控制界限內(nèi)的點(diǎn)子也要觀察其排列是否隨機(jī)。若界內(nèi)點(diǎn)排列非隨機(jī),則判斷異常。
控制圖中出現(xiàn)以下情況時(shí)可以判定異常:
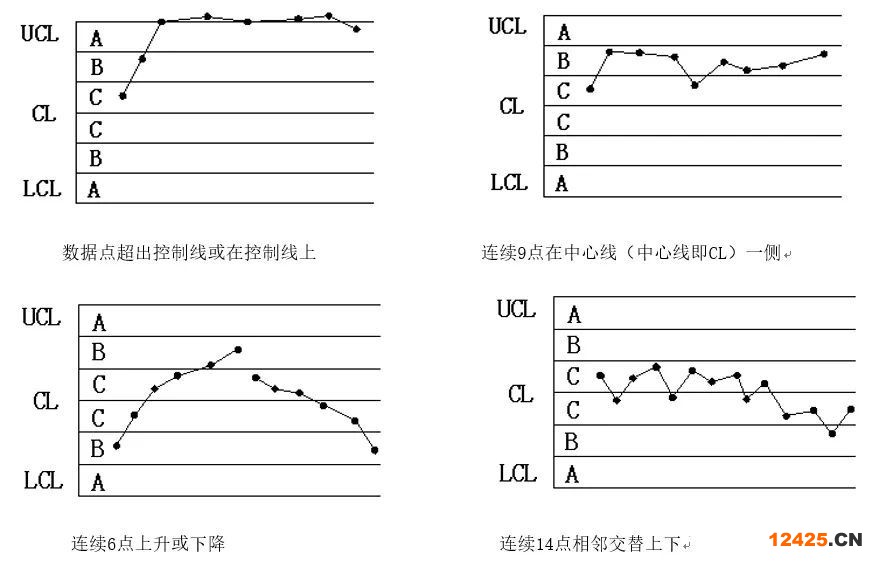
判異準(zhǔn)則一:數(shù)據(jù)點(diǎn)超出控制線或在控制線上(控制線即CL±3sigma)
判異準(zhǔn)則二:連續(xù)9點(diǎn)在中心線(中心線即CL)一側(cè)
判異準(zhǔn)則三:有7點(diǎn)以上連續(xù)上升或下降;有明顯的非隨機(jī)圖形,主要包括:有周期性、分布寬度異常、明顯的上升或下降趨勢(shì)、子組內(nèi)數(shù)據(jù)間有相關(guān)性等。
判異準(zhǔn)則四:連續(xù)14點(diǎn)相鄰交替上下。
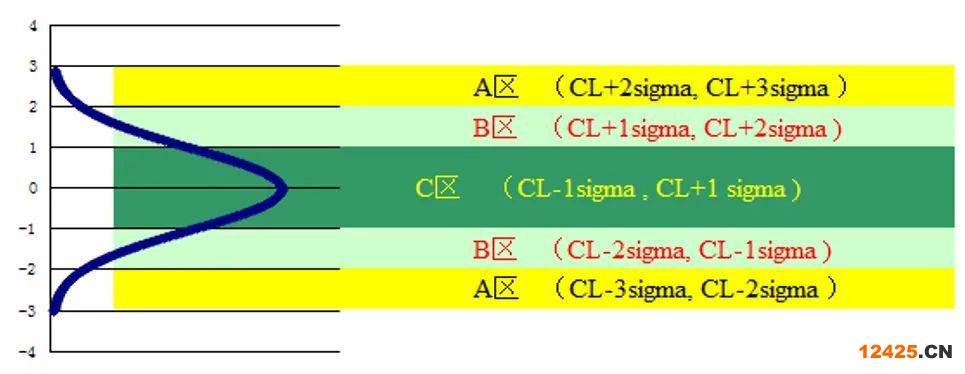
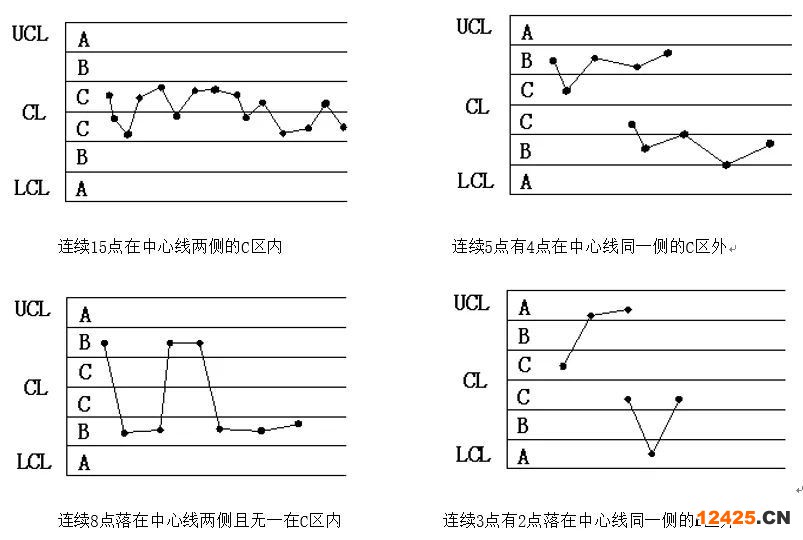
判異準(zhǔn)則五:連續(xù)15點(diǎn)在中心線兩側(cè)的C區(qū)內(nèi)(C區(qū)即CL±1sigma)
判異準(zhǔn)則六:連續(xù)5點(diǎn)有4點(diǎn)在中心線同一側(cè)的C區(qū)外(C區(qū)即CL±1sigma)
判異準(zhǔn)則七:連續(xù)8點(diǎn)落在中心線兩側(cè)且無(wú)一在C區(qū)內(nèi)(C區(qū)即CL±1sigma)
判異準(zhǔn)則八:連續(xù)3點(diǎn)有2點(diǎn)落在中心線同一側(cè)的B區(qū)外(B區(qū)即(CL+1sigma, CL+2 sigma) 或 (CL-2sigma, CL-1sigma))。
04 / 控制圖異常處理機(jī)制
控制圖出現(xiàn)異常時(shí),根據(jù)異常嚴(yán)重程度采取不同的處理機(jī)制
1 . 當(dāng)出現(xiàn)超規(guī)格的數(shù)據(jù)時(shí),需要對(duì)樣本進(jìn)行重新檢測(cè),以排除測(cè)量人員和測(cè)量設(shè)備的因素。
2 .產(chǎn)線工人或班組長(zhǎng)發(fā)現(xiàn)SPC管制異常時(shí)首先;自我檢查,是否嚴(yán)格按作業(yè)標(biāo)準(zhǔn)(SOP或WI)作業(yè),相鄰作業(yè)員交叉檢驗(yàn);情況嚴(yán)重,或無(wú)法查找到原因必須立即通知品質(zhì)工程師和制程工程師。
3 .品質(zhì)工程師與制程工程師現(xiàn)場(chǎng)分析后,能否在較短的時(shí)間內(nèi)(0.5~1小時(shí))找到產(chǎn)生異常的原因,采用5M1E分析制程;如仍然無(wú)法找到根源,而且情況嚴(yán)重(如:P不良率大大超標(biāo)),報(bào)告上級(jí)主管決定是否停線;品質(zhì)工程師召集相關(guān)部門(mén)開(kāi)會(huì)討論,尋找根本原因(制程、設(shè)計(jì)、材料或其它)。
人:操作員工技術(shù)熟練程度、身體狀況等;
機(jī)器:設(shè)備、工夾具的精度和維護(hù)保養(yǎng)狀況;
材料:材料的成分、批次間的差異、物理性能和化學(xué)性能;
方法:包括加工工藝、工裝選擇、操作規(guī)程等;
測(cè)量:測(cè)量設(shè)備、試驗(yàn)手段、測(cè)量方法等;
環(huán)境:工作環(huán)境溫度、濕度、噪音、照明和清潔程度等;
4 .SPC產(chǎn)生異常的原因找到并實(shí)施糾正預(yù)防措施后,SPC管制圖向管制異常相反的方向轉(zhuǎn)變,說(shuō)明對(duì)策有效;恢復(fù)正常生產(chǎn)。此過(guò)程必須嚴(yán)密監(jiān)控。
05 / 常見(jiàn)異常原因歸類(lèi)
連續(xù)6點(diǎn)遞增或遞減:工具逐漸磨損,維護(hù)水平逐漸降低,操作人員技能逐漸提高
連續(xù)14點(diǎn)中相鄰點(diǎn)交替上下:輪流使用兩臺(tái)設(shè)備或有兩個(gè)操作員工輪流操作,使得數(shù)據(jù)分層不夠
連續(xù)15點(diǎn)落在中心線兩側(cè)的1倍sigma區(qū)內(nèi):數(shù)據(jù)有假,計(jì)算錯(cuò)誤;分層不夠
連續(xù)8點(diǎn)落在中心線兩側(cè)且無(wú)一在1倍sigma區(qū)內(nèi):數(shù)據(jù)分層不夠。
中企檢測(cè)認(rèn)證網(wǎng)提供iso體系認(rèn)證機(jī)構(gòu)查詢(xún),檢驗(yàn)檢測(cè)、認(rèn)證認(rèn)可、資質(zhì)資格、計(jì)量校準(zhǔn)、知識(shí)產(chǎn)權(quán)貫標(biāo)一站式行業(yè)企業(yè)服務(wù)平臺(tái)。中企檢測(cè)認(rèn)證網(wǎng)為檢測(cè)行業(yè)相關(guān)檢驗(yàn)、檢測(cè)、認(rèn)證、計(jì)量、校準(zhǔn)機(jī)構(gòu),儀器設(shè)備、耗材、配件、試劑、標(biāo)準(zhǔn)品供應(yīng)商,法規(guī)咨詢(xún)、標(biāo)準(zhǔn)服務(wù)、實(shí)驗(yàn)室軟件提供商提供包括品牌宣傳、產(chǎn)品展示、技術(shù)交流、新品推薦等全方位推廣服務(wù)。這個(gè)問(wèn)題就給大家解答到這里了,如還需要了解更多專(zhuān)業(yè)性問(wèn)題可以撥打中企檢測(cè)認(rèn)證網(wǎng)在線客服13550333441。為您提供全面檢測(cè)、認(rèn)證、商標(biāo)、專(zhuān)利、知識(shí)產(chǎn)權(quán)、版權(quán)法律法規(guī)知識(shí)資訊,包括商標(biāo)注冊(cè)、食品檢測(cè)、第三方檢測(cè)機(jī)構(gòu)、網(wǎng)絡(luò)信息技術(shù)檢測(cè)、環(huán)境檢測(cè)、管理體系認(rèn)證、服務(wù)體系認(rèn)證、產(chǎn)品認(rèn)證、版權(quán)登記、專(zhuān)利申請(qǐng)、知識(shí)產(chǎn)權(quán)、檢測(cè)法、認(rèn)證標(biāo)準(zhǔn)等信息,中企檢測(cè)認(rèn)證網(wǎng)為檢測(cè)認(rèn)證商標(biāo)專(zhuān)利從業(yè)者提供多種檢測(cè)、認(rèn)證、知識(shí)產(chǎn)權(quán)、版權(quán)、商標(biāo)、專(zhuān)利的轉(zhuǎn)讓代理查詢(xún)法律法規(guī),咨詢(xún)輔導(dǎo)等知識(shí)。
本文內(nèi)容整合網(wǎng)站:百度百科、搜狗百科、360百科、知乎、市場(chǎng)監(jiān)督總局
免責(zé)聲明:本文部分內(nèi)容根據(jù)網(wǎng)絡(luò)信息整理,文章版權(quán)歸原作者所有。向原作者致敬!發(fā)布旨在積善利他,如涉及作品內(nèi)容、版權(quán)和其它問(wèn)題,請(qǐng)跟我們聯(lián)系刪除并致歉!
本文來(lái)源: http://www.rumin8raps.com/zs/202301/ccaa_45486.html