掃描電子顯微鏡中電子背散射衍射技術(shù)已廣泛地成為金屬學(xué)家、陶瓷學(xué)家和地質(zhì)學(xué)家分析顯微結(jié)構(gòu)及織構(gòu)的強(qiáng)有力的工具。EBSD系統(tǒng)中自動(dòng)花樣分析技術(shù)的發(fā)展,加上顯微鏡電子束和樣品臺(tái)的自動(dòng)控制使得試樣表面的線或面掃描能夠迅速自動(dòng)地完成,從采集到的數(shù)據(jù)可繪制取向成像圖OIM、極圖和反極圖,還可計(jì)算取向(差)分布函數(shù),這樣在很短的時(shí)間內(nèi)就能獲得關(guān)于樣品的大量的晶體學(xué)信息,如:織構(gòu)和取向差分析;晶粒尺寸及形狀分布分析;晶界、亞晶及孿晶界性質(zhì)分析;應(yīng)變和再結(jié)晶的分析;相簽定及相比計(jì)算等,EBSD對(duì)很多材料都有多方面的應(yīng)用也就是源于EBSP所包含的這些信息。
EBSD試樣的制備
1.試樣的切割、尺寸及形狀
EBSD試樣切割時(shí)應(yīng)避開(kāi)有缺陷的地方,選擇有代表性的部位。最好采用線切割的方法,由于電火花加工時(shí)產(chǎn)生的創(chuàng)面小,無(wú)大的沖擊力,相應(yīng)的變形層和相變較小,同時(shí)要求加工的試樣形狀規(guī)則,尺寸精確,加上線切割產(chǎn)生的表面浮雕、氧化層及磨損量等因素,試樣的厚度應(yīng)在0.5mm到3mm之間為宜。以JSM-6480掃描電鏡為例,EBSD試樣的典型尺寸是10mm×10mm到7mm×7mm之間,厚度不宜過(guò)厚,一般在1-3mm之間。可根據(jù)實(shí)際情況,如銅鋅鋁等不耐磨的材料厚度可增加到2-3mm。
切割下來(lái)的試樣要經(jīng)過(guò)除油污處理,可用酒精、丙酮溶液在超聲波清洗器中清洗。然后用膠粘劑粘在大小適中的圓形金屬基塊上。因其強(qiáng)度適中,凝固后不溶于水,從預(yù)磨到拋光,試樣一般不會(huì)從金屬基塊上脫落。拋光完畢后,可用丙酮溶液浸泡粘結(jié)處一段時(shí)間之后,便可將試樣取下。
2.試樣的預(yù)磨
準(zhǔn)備好的試樣先經(jīng)水砂紙?jiān)诮鹣囝A(yù)磨機(jī)上粗磨,主要是磨去試樣表面經(jīng)切割后產(chǎn)生的表面浮雕及切割痕。試樣在水砂紙上磨削時(shí)容易產(chǎn)生很大的熱量,接觸壓力越大產(chǎn)生的熱量也越大,變形也越大。具體操作時(shí)要注意接觸壓力不要過(guò)大。同時(shí)水砂紙磨面上方小孔流出的水流經(jīng)水砂紙,能夠保證試樣不受發(fā)熱的影響。一旦在粗磨時(shí)對(duì)試樣的接觸正壓力過(guò)大,一方面會(huì)加深試樣磨面上的磨痕,增加了后道工序的困難;另一方面會(huì)在試樣表面形成一層很厚的金屬形變層,因此磨到試樣表面平整即可。
經(jīng)水砂紙磨制后試樣表層的變形層分布如圖1所示:從圖中可以看出,試樣的最表層為嚴(yán)重變形層,層厚度較薄呈現(xiàn)黑色。向下,可以看到應(yīng)力集中從磨痕向下呈放射狀擴(kuò)展,其應(yīng)變量仍大于5%,這一層通常稱為顯著變形層。再向下則形成淺蝕條紋,據(jù)認(rèn)為是存在形變的扭折帶的標(biāo)志,應(yīng)變小,稱之為變形層。變形層和應(yīng)力層主要集中在表面20幾個(gè)微米范圍內(nèi),EBSD對(duì)樣品的要求是表面無(wú)變形層,在磨制過(guò)程中我們的目的主要是最大限度的減小變形層。
粗磨后的試樣磨面上仍有較粗較深的磨痕,為了消除這些磨痕,必須進(jìn)行細(xì)磨。常用的金相砂紙?zhí)枖?shù)有01、02、03、04、05 號(hào)(或06 號(hào)),號(hào)小者磨粒較粗,號(hào)大者較細(xì)。磨制時(shí)砂紙應(yīng)平鋪于厚玻璃板上,左手按住砂紙,右手握住試樣,使磨面朝下并與砂紙接觸,在輕微壓力作用下把試樣向前推磨,用力要均勻,務(wù)求平穩(wěn),否則會(huì)使磨痕過(guò)深,且造成試樣磨面的變形。試樣退回時(shí)不能與砂紙接觸,這樣“單程單向”地反復(fù)進(jìn)行,直至磨面上舊的磨痕被去掉,新的磨痕均勻一致為止。在調(diào)換下一號(hào)更細(xì)的砂紙時(shí),應(yīng)將試樣上磨屑和砂粒清除干凈,并轉(zhuǎn)動(dòng)90°角,使新、舊磨痕垂直。如圖2砂紙磨光表面變形層消除過(guò)程示意圖。
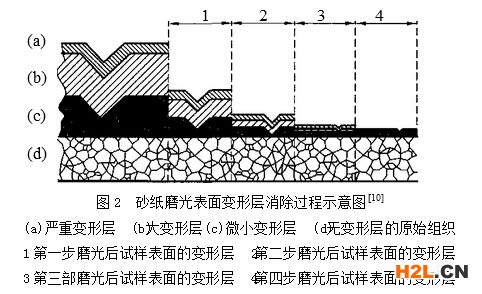
金相試樣的磨光除了要使表面光滑平整外,更重要的是應(yīng)盡可能減少表層損傷。每一道磨光工序必須除去前一道工序造成的變形層(至少應(yīng)使前一道工序產(chǎn)生的變形層,減少到本道工序生產(chǎn)的變形層深度),而不是僅僅把前一道工序的磨痕除去;同時(shí),該道工序本身應(yīng)盡可能減少損傷,以便進(jìn)行下一道工序。最后一道磨光工序產(chǎn)生的變形層深度應(yīng)非常淺,應(yīng)保證能在下一道拋光工序中除去。
試樣的細(xì)磨,比普通金相試樣的磨制要求更高,磨制過(guò)程中,即伴隨著消除嚴(yán)重變形層又有形成新的變形層的可能,因此在試樣的磨制過(guò)程中,應(yīng)盡量注意金相砂紙的選擇和所擁操作方法,應(yīng)盡量將變形層磨減至最小,這樣對(duì)后序的拋光工作帶來(lái)方便。
3.機(jī)械拋光
細(xì)磨后的試樣,磨面上只留下單一方向的均勻的細(xì)磨痕及較淺的變形層時(shí)才能進(jìn)行拋光。通常使用的拋光微粉有氧化鋁、氧化鎂、氧化鉻、碳化硅和金剛石等,粗拋光時(shí)可選用3-1μm粒度的微粉;精拋光時(shí)可選用約0.5-0.2μm粒度的微粉。拋光用懸浮液濃度沒(méi)有嚴(yán)格規(guī)定,一般是粗拋光用濃度大一些,精拋光用濃度稀薄一些。
常用的拋光織物按其絨毛的長(zhǎng)短可分為以下三類:長(zhǎng)絨毛織物,如長(zhǎng)毛絨、絲絨等,能存儲(chǔ)較多微粉和潤(rùn)滑劑。毛絨對(duì)試樣表面摩擦作用大,能獲得光亮鏡面,適用于最終的精拋光。短絨毛織物:如法蘭絨、毛呢、平線、帆布等,是常用的粗、精拋光均適用的織物。無(wú)絨毛織物:如絲綢、人造絲織品、尼龍和化纖織物等,適用于配合金剛石微粉進(jìn)行試樣拋光。
拋光盤(pán)的轉(zhuǎn)速要根據(jù)具體材料特點(diǎn)選用。較硬的材料如鋼鐵粗拋時(shí)可選用較快的轉(zhuǎn)速為500-700 r/min,較軟的金屬及合金如鋁、銅、鋅等則可選擇中等轉(zhuǎn)速如300-500 r/min。對(duì)于軟的材料如鉛、錫以及所有試樣精拋光時(shí)都可選用低轉(zhuǎn)速拋光如150-300 r/min。在拋光過(guò)程中,試樣表面要用水定期洗滌,以免試樣表面附著較大粒子的拋光微粉造成試樣表面較深的劃痕,拋光微粉由粗到細(xì),每一道拋光工序都需要更換拋光盤(pán)或拋光布。
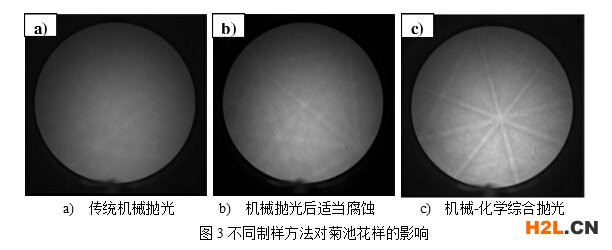
對(duì)于EBSD試樣的拋光來(lái)說(shuō),可以先用毛呢等硬織物配合粗顆粒拋光微粉選擇500r/min進(jìn)行粗拋光,再用羊毛氈的軟織物配合細(xì)顆粒拋光微選擇300r/min進(jìn)行細(xì)拋光。拋光時(shí)間要視試樣表面形態(tài)而定,如出現(xiàn)表面浮雕就表示拋光時(shí)間過(guò)長(zhǎng)。圖3為不同制樣方法對(duì)菊池花樣的影響,其中圖3a)是經(jīng)傳統(tǒng)機(jī)械拋光所得到的菊池花樣,機(jī)械拋光不可能消除樣品表面變形層,所以獲得的菊池花樣不清晰;圖3b)是經(jīng)機(jī)械拋光后適當(dāng)腐蝕后得到的菊池花樣,適當(dāng)腐蝕可以去除樣品表面部分變形層,提高成像質(zhì)量;圖3c)是經(jīng)機(jī)械-化學(xué)綜合拋光后得到的菊池花樣,從圖中可以看出,花樣清晰、試樣表面無(wú)變形層。機(jī)械-化學(xué)綜合拋光可以制備出理想的EBSD樣品。
傳統(tǒng)的機(jī)械拋光不能有效去除樣品表面的變形層,要獲得高質(zhì)量的EBSD必須采用機(jī)械-化學(xué)綜合拋光、電解拋光,條件允許的話還可采用離子減薄、聚焦離子束、截面拋光儀等。
4.機(jī)械-化學(xué)拋光
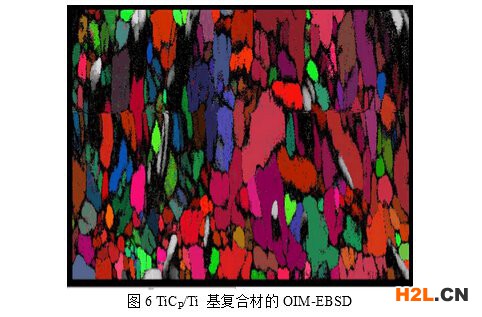
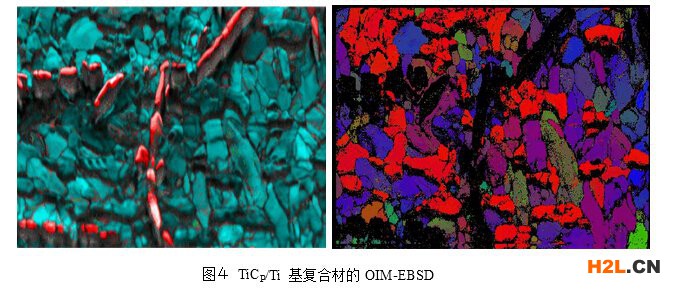
經(jīng)機(jī)械拋光的試樣不經(jīng)腐蝕也可以直接進(jìn)行EBSD檢測(cè),但經(jīng)過(guò)適當(dāng)腐蝕后會(huì)提高EBSD的成像質(zhì)量。常規(guī)的機(jī)械拋光不能有效去除樣品表面的變形層,要獲得較好質(zhì)量的EBSD花樣,最好采用機(jī)械-化學(xué)綜合拋光。對(duì)于耐磨的材料,經(jīng)過(guò)反復(fù)腐蝕與精密機(jī)械拋光,會(huì)大幅度提高成像質(zhì)量;使用經(jīng)過(guò)稀釋的腐蝕液配合小粒度拋光微粉也可以達(dá)到同樣的效果。但是務(wù)必要徹底去除試樣表面的氧化層,因?yàn)檫@一氧化層能夠抑制衍射的發(fā)生。圖4為T(mén)iCP/Ti基復(fù)合材料經(jīng)機(jī)械-化學(xué)綜合拋光后的OIM-EBSD。從圖中可以看出晶界比較清晰,可以斷定,機(jī)械-化學(xué)拋光可以有效去除金屬樣品表面的變形層。
5.電解拋光
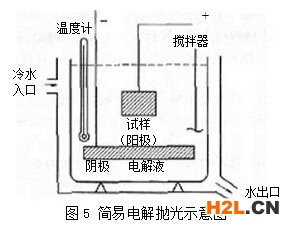
圖5是電解拋光示意圖。電解拋光是靠電化學(xué)的作用使試樣磨面平整、光潔,具有操作簡(jiǎn)單、快速、低成本等優(yōu)點(diǎn)。一般處理大批量的EBSD試樣首選電解拋光。電解拋光可以非常有效的去除表面的氧化層和應(yīng)力層。不同材質(zhì)電解拋光工藝不同,需要摸索合適的拋光劑,原始的拋光劑可以在文獻(xiàn)和一些工具書(shū)中找到,然后需要進(jìn)行大量的試驗(yàn),才能找到理想的拋光參數(shù)(如:試劑配方、拋光時(shí)間、溫度等)。
電極材料有不銹鋼板,鋁板、鉛板、鈦板、合金板等,具體選擇哪一種要看需要拋光的樣品而定。侵入電解液的陰極板面積一般不能小于50mm2,陰極面積太小,電流就會(huì)不均勻。陰極板可以豎直或彎成L型再放入電解液,L型電極可以提高電解拋光樣品的成功率。
電解拋光用電源有直流源、電壓源、穩(wěn)壓穩(wěn)流源。特殊的也有用交流電源,其基本原理:當(dāng)交流電正半周時(shí),和直流拋光一樣,負(fù)半周間歇。這一種脈沖式電解拋光,可有效避免試樣表面因直流電解容易產(chǎn)生氧化膜的問(wèn)題。圖6為T(mén)iCP/Ti基復(fù)合材料經(jīng)直流電解拋光后的OIM-EBSD。
電解拋光的注意事項(xiàng)
1) 必須先接通直流電源,然后把固定好的試樣放入電解液中,立即調(diào)整拋光電流至額定值,同時(shí)對(duì)電解液進(jìn)行充分的攪拌和冷卻或加熱,使電解液的溫度保持在額定值;
2) 拋光完成后必須先把試樣從電解液中移出,再切斷電源,然后要迅速在清水中沖洗,也可先沖洗然后用超聲波清洗,去除樣品表面的電解液以免與樣品發(fā)生化學(xué)反應(yīng);
3) 拋光的樣品不宜過(guò)大,雖然電流密度可以調(diào)整,但操作經(jīng)驗(yàn)表明,面積較小的樣品成功率較高;
4) 優(yōu)化一種材料的拋光工藝需要做大量的工作,陰極與樣品表面的距離、攪拌速度、電解液濃度的變化甚至電解液溫度都能夠影響樣品成功與否。
結(jié)束語(yǔ)
機(jī)械-化學(xué)綜合拋光法具有設(shè)備低廉易得、操作簡(jiǎn)單、效果明顯等優(yōu)點(diǎn),是初學(xué)者制樣的首選,通過(guò)實(shí)踐可以制備出較為理想的EBSD樣品;摸索出合適的工藝參數(shù)后,通過(guò)電解拋光可以制備理想的EBSD樣品,因其工作量大且成功率很難掌握,建議初學(xué)者先掌握機(jī)械-化學(xué)綜合拋光法的各個(gè)環(huán)節(jié)后可進(jìn)一步去研究電解拋光,這樣會(huì)取得事半功倍的效果。
中企檢測(cè)認(rèn)證網(wǎng)提供iso體系認(rèn)證機(jī)構(gòu)查詢,檢驗(yàn)檢測(cè)、認(rèn)證認(rèn)可、資質(zhì)資格、計(jì)量校準(zhǔn)、知識(shí)產(chǎn)權(quán)貫標(biāo)一站式行業(yè)企業(yè)服務(wù)平臺(tái)。中企檢測(cè)認(rèn)證網(wǎng)為檢測(cè)行業(yè)相關(guān)檢驗(yàn)、檢測(cè)、認(rèn)證、計(jì)量、校準(zhǔn)機(jī)構(gòu),儀器設(shè)備、耗材、配件、試劑、標(biāo)準(zhǔn)品供應(yīng)商,法規(guī)咨詢、標(biāo)準(zhǔn)服務(wù)、實(shí)驗(yàn)室軟件提供商提供包括品牌宣傳、產(chǎn)品展示、技術(shù)交流、新品推薦等全方位推廣服務(wù)。這個(gè)問(wèn)題就給大家解答到這里了,如還需要了解更多專業(yè)性問(wèn)題可以撥打中企檢測(cè)認(rèn)證網(wǎng)在線客服13550333441。為您提供全面檢測(cè)、認(rèn)證、商標(biāo)、專利、知識(shí)產(chǎn)權(quán)、版權(quán)法律法規(guī)知識(shí)資訊,包括商標(biāo)注冊(cè)、食品檢測(cè)、第三方檢測(cè)機(jī)構(gòu)、網(wǎng)絡(luò)信息技術(shù)檢測(cè)、環(huán)境檢測(cè)、管理體系認(rèn)證、服務(wù)體系認(rèn)證、產(chǎn)品認(rèn)證、版權(quán)登記、專利申請(qǐng)、知識(shí)產(chǎn)權(quán)、檢測(cè)法、認(rèn)證標(biāo)準(zhǔn)等信息,中企檢測(cè)認(rèn)證網(wǎng)為檢測(cè)認(rèn)證商標(biāo)專利從業(yè)者提供多種檢測(cè)、認(rèn)證、知識(shí)產(chǎn)權(quán)、版權(quán)、商標(biāo)、專利的轉(zhuǎn)讓代理查詢法律法規(guī),咨詢輔導(dǎo)等知識(shí)。
本文內(nèi)容整合網(wǎng)站:百度百科、搜狗百科、360百科、知乎、市場(chǎng)監(jiān)督總局 、國(guó)家認(rèn)證認(rèn)可監(jiān)督管理委員會(huì)、質(zhì)量認(rèn)證中心
免責(zé)聲明:本文部分內(nèi)容根據(jù)網(wǎng)絡(luò)信息整理,文章版權(quán)歸原作者所有。向原作者致敬!發(fā)布旨在積善利他,如涉及作品內(nèi)容、版權(quán)和其它問(wèn)題,請(qǐng)跟我們聯(lián)系刪除并致歉!
本文來(lái)源: http://www.rumin8raps.com/zs/201907/ccaa_1415.html