單件流強調的是一個整體效益,生產線要追求的是整體效益上平衡,也就是說,每個員工的效益是相等的,不允許出現員工之間效益不平衡;傳統生產模式并沒有這方面的要求,所以實際計算的是個人的效益,這樣公司與員工都沒有好處。
傳統批量生產常見現象:不良品多、搬運多、動作浪費、在制品多、稼動率低、機動性小、交期長、場地大、管理難。
結果:高成本、低品質、低利潤、反應慢、競爭力低、少創新。
一、單件流生產的優點
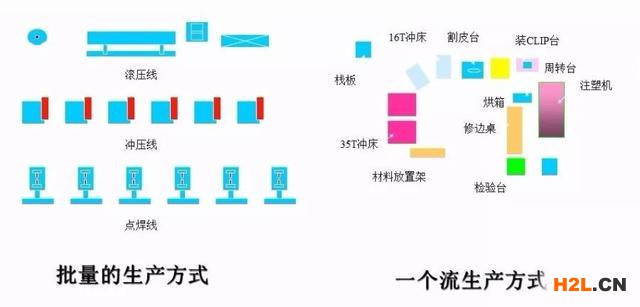
一個流生產方式是按產品別布置的多制程生產方式,產品在生產過程中實現單件流動,它是準時化生產的核心,是解決在制品的秘方,是消除浪費的最好方法.。
(1)生產周期短
產品生產常由多工序組成,企業一般按分工原則將產品生產工序分給多個工位,分工降低了工作難度,提高了作業效率,但分工對生產組織增加了難度,只有各位工位有效配合,才能保障整體的產出和效率。
傳統批量流動生產方式的弊病,突出表現形式為各工位工人各顧各大批量生產,忙于各自工序生產任務而不關心在制品流轉和整體產出,結果生產周期大大拉長。
單件流生產同樣采取分工原則,但要求各工序不是批量生產后再流轉下工位,而是生產一件(是否一件最高效最經濟需結合具體行業,以設定標準)就要流轉下工位,并要求各工位按統一節拍生產,以實現生產過程順暢,在制品不積壓,按此種方式能快速得到成品,根據節拍和生產工時就可得知完成產量所需總周期,根據目標差異就可靈活應對,保障交貨及時。
(2)在制品少
傳統生產是大批量生產,即各工位各自的大批量生產,必然結果是各工位均有大量在制品。單件流生產是連續流動生產,突出特點是在制品得以極大的壓縮。
(3)場地占用少
單件流生產極大的削減了在制品,工廠空間得以解放。在一些企業,在制品占地面積僅次于設備占地面積,在制品區域很大卻還不夠用,通道上也放置在制品。此類企業推行精益生產的要點之一是推行連續流動生產,突出收益是削減在制品、減少在制品場地占用。
(4)靈活性大
傳統大批量生產方式,在生產現場投入了大量資金,各工位有大量的在制品,生產周期長。一旦出現生產異常,就影響正常產出和交貨。一旦客戶需求量減少,就會造成大量積壓。而若客戶提出其他產品品種需求時,因車間內已有大量在產品,企業要么選擇在制品下線暫停,以便新品種正常投產,要么選擇加班加點干完原有產品后再生產新品種。不論何種選擇,要么是前者造成在制品積壓,要么是后者造成產成品積壓,對企業來說都不愿看到。
單件流生產方式,企業在制品總量極少,原材料的投入短周期內就轉化為成品,對于客戶需求變化的應對能力均大大提高,對于不同產品品種轉換時間能大幅削減。以某服裝企業為例,推行精益生產前,品種轉換通常需24小時,按一天8小時生產時間計,需三個工作日才能實現換產,推行精益生產后,品種轉換按各線正常生產流程投料即可,即上一品種正常生產結束,下一品隨后按節拍就能出成品,對于有些產品差異大需調配機器或換線清臺等,常在30分鐘內也能完成品種轉換。
單件流生產對生產組織和相關配套服務工作要求高,在推行單件流生產中,完善了相關工作要求和職責,解決了大量生產異常問題,提高了相關人員的技能和責任心,相對批量生產反倒大量降低了生產異常對生產造成的影響和損失。此種生產狀態使企業應變能力大為增強。
(5)避免批量質量缺陷
傳統大批量生產方式,各工位工人各顧各大批量生產,在質量管理上增加了數倍的難度。由于各工位工人都有大批量在制品產出,單靠自我質量保障顯然不可靠,及時的互檢在此生產方式下不現實,只有靠專檢,靠檢驗員或班長進行質量把關。這樣,質檢員和班長將面臨所有工位的質量檢驗任務,工作量巨大。即使質檢員和班長很盡力,在生產中輪番對各工位產品進行檢查,質量風險仍舊很大。經常出現的情況是,難以發現質量異常,而若發現了某工序的質量異常,則極可能已是批量質量事故。
百家管理認為:相比較,單件流生產能快速出成品,各工位生產是有序銜接按節拍的,工人的自檢是能實現的一項質量保障的基礎工作,而下工序的互檢則相對較容易實現,質檢員和班長的專檢則要輕松很多,能迅速對最終產品進行檢驗,及時發現各工序存在的質量問題,及時進行糾正,能有效避免批量質量缺陷。
二、單件流生產的魅力在哪里?
(1)及早暴露潛在的問題;
(2)迫使管理層面對各項問題;
(3)實實在在的減少各種浪費;
(4)發揮“事半功倍”的最佳生產力;
(5)快速反應,交期最快;
(6)為自動化流程建立基礎。
在單件流中更強調員工的團隊合作精神,不然的話是不可能實行單件流,達到流水線化生產的。
首先:試想一下,工作量不平均,員工沒有相互幫忙,整條生產線會亂成什么樣子。員工沒有團隊精神,組上就沒有生氣,死氣沉沉的。團體計件工資制度的實行,對員工團隊精神的要求更高,員工只是團體里面的一小部分,只有把他們凝聚在一起時力量才更大。
其次:當員工都具有團隊意識后,調配工序也更容易了。由于單件流要求單件流,所以,需要對工序進行調配,如果員工的團隊精神不夠,調配工序就很難,這樣生產線上就會出現堆貨,同時員工之間的關系也會不融洽。
最后:實行團體計件工資制度,員工的工資是平均分的,所以,團隊精神就更顯重要了,每個人都要全身心投入,不能太斤斤計較,少做意味著錢少,該幫忙的就要幫忙,幫別人其實也在幫自己,而且你也有需要別人幫忙的一天,因此,把生產線看成自己的家,每個人都是這家庭中的一員,大家應該團結一致,互相幫助,共同進步。
三、生產線的布置要點
1. 能做出標準作業的生產線
生產線應簡潔明了,無死角,無隱藏的角落,標示明確。
要能看得出:
①制造過多的浪費
②步行距離的浪費
③手動作業的浪費
要明確:
①生產步調
②在制品數量的明確化
③作業者的動線必須保持順暢
2. 沒有浪費的物流
生產的基本型態是不要讓生產物流停滯下來。
加以考慮項目:
①中間庫存品的位置
②堆置方法
③搬運路徑
主要原則:
①要先進先出
②快速流動
③前后關連生產線盡量靠攏過來。
3. 情報的流動
①反映示的來源要一元化
②生產的實績差異管理要以生產線為對象
③情報應盡量用目視管理呈現
④情報要能及時反映出來
⑤信息、情報要讓生產線全體了解
⑥指示的傳遞流向應與物流方向一致
4. 少人化的生產線
①設備要小型化,能夠移動
② “U型布置”或“C型布置”
③作業應同一個方向走動
④設備之間不能有阻隔
⑤讓加工的動作盡量由機械來完成
⑥設備的按鈕應考慮人機配合
⑦操作員應一人多崗 百家管理
⑧多制程化,減少瓶頸工序,工序間應易于合并
5. 能夠做全數檢查的品質保證
①全數檢查的做法必須建立在生產線上
②設備要朝防錯機構的方式來改善
③生產線上的照明及作業條件環境應良好
④必要的檢查標準要在生產線上呈現出
6. 保全性
①設備保養空間的確保
7. 安全性
①機械的加工動作點,必須遠離雙手可達的范圍之外
②通路設法去除踏臺、突出物或有動作的機械、使工作時容易步行
③避免誤動按鈕
④消除落下物,保持整潔
⑤提供舒適的作業環境
⑥去除臨時管線
8. 工廠全體
整體工廠的布置考慮項目:
原材料、百家管理
零件的收料地點、
水電動力供應點、
搬運、
預備擴充的生產空間。
四、單件流推行條件與步驟
1. 推行的條件
條件一:單件流動----將浪費顯現化,消除批量不良
條件二:按制程順序布置生產設備----消除搬運的浪費
條件三:生產速度的同步化----消除在制品堆積與等待的浪費
條件四:多制程操作的作業----可實現制程合并,少人化
條件五:作業員的多能工化----作業標準化,制程合并
條件六:走動作業----多制程作業,便于發現問題
條件七:機器設備的小型化----易于生產線變更,節省空間,大型設備未必就是最好的
條件八:生產線最短距離的布置(U型化)----消除走動的浪費、最經濟的作業布置方式
2. 推行的步驟
步驟1 全員的意識建立
觀念上必須改變,要站在客戶的立場去考慮,堅持以一個流的生產方式作業,尤其是干部。
步驟2 成立示范改善小組
不同部門的中堅干部成立示范改善小組嘗試,以便能徹底實施。
步驟3 選定示范生產線
應從最容易的地方下手作示范。
步驟4 現況調整分析
選定示范線后,應先充分了解該產品的生產狀況(如生產流程圖,生產線布置方式,人員的配置及生產性,庫存時間人力空間及設備的稼動率)。
步驟5 設定產距時間
產距時間----是以每日的工作時數除以每日市場的需求數----即目標時間(規制時間)
許多改善的出發點----以產距時間為依據產距時間受勤務時間及訂單量的變化而變化,與現場的設備、人員的生產能力是無關的。
步驟6 決定設備、人員的數量
根據產距時間、各制程的加工時間和人力時間,計算出各個制程的設備需求數和作業人員的需求數,設備不足,應分析稼動率,進一步改善以提高設備產能;而人員不足,則必須努力設法將零點幾個人的工作量予以改善并消除掉----少人化。
步驟7 布置一個流的生產線
要依制程加工順序,以逆時針流動,設備盡量拉攏以減少人員走動及物品搬運的距離,設備小型化、滑輪化、專用化,設備的工作點高度應抬高,以增加作業人員工作的靈活性。
步驟8 配置作業人員
依計算所得的作業人數及機器設備的布置,以“產距時間”為目標,將各制程分配到每一個作業員,使得每一位作業員所分配到的制程人力時間的總和能與“產距時間”完全一致,最好或越接近越好。作業員必須要有能操作多項制程的多能工,才能有效充分的利用人力時間。
步驟9 單件流動
流線化生產的方式,就是將以往不知道的潛在浪費暴露出來,生產線建立后,就能以加工一個,檢查一個,傳送一個到下一制程的方式生產,即單件流動的意義。
步驟10 維持管理與改善
流線化生產線配置好之后,會有各種意想不到的問題,應盡量改善,對于人員的排斥,應苦口婆心予以溝通讓其接受。
步驟11 水平展開與無人化目標
此生產線的范例應在全工廠內推廣,并朝著無人化的目標前進。
中企檢測認證網提供iso體系認證機構查詢,檢驗檢測、認證認可、資質資格、計量校準、知識產權貫標一站式行業企業服務平臺。中企檢測認證網為檢測行業相關檢驗、檢測、認證、計量、校準機構,儀器設備、耗材、配件、試劑、標準品供應商,法規咨詢、標準服務、實驗室軟件提供商提供包括品牌宣傳、產品展示、技術交流、新品推薦等全方位推廣服務。這個問題就給大家解答到這里了,如還需要了解更多專業性問題可以撥打中企檢測認證網在線客服13550333441。為您提供全面檢測、認證、商標、專利、知識產權、版權法律法規知識資訊,包括商標注冊、食品檢測、第三方檢測機構、網絡信息技術檢測、環境檢測、管理體系認證、服務體系認證、產品認證、版權登記、專利申請、知識產權、檢測法、認證標準等信息,中企檢測認證網為檢測認證商標專利從業者提供多種檢測、認證、知識產權、版權、商標、專利的轉讓代理查詢法律法規,咨詢輔導等知識。
本文內容整合網站:百度百科、搜狗百科、360百科、知乎、市場監督總局
免責聲明:本文部分內容根據網絡信息整理,文章版權歸原作者所有。向原作者致敬!發布旨在積善利他,如涉及作品內容、版權和其它問題,請跟我們聯系刪除并致歉!