認證領域:
GB/T 19001-2016 / ISO 9001:2015 質(zhì)量管理體系
GB/T 45001-2020 / ISO 45001:2018職業(yè)健康安全管理體系
GB/T 24001-2016 / ISO 14001:2015環(huán)境管理體系
審核時間:2021.09.08- 2021.09.10
審核成員:陳巍玲(組長)、鄭建德、楊建
一、案例背景
本案例取自浙江中亞儀表有限公司的審核,本次審核重點關注組織在質(zhì)量、環(huán)境和職業(yè)健康安全管理體系運行過程中,對產(chǎn)品關鍵零件加工涉及的設備能力管理提出改進要求,以提高產(chǎn)品合格率,降低產(chǎn)品質(zhì)量成本,減少零件報廢造成的資源浪費。組織通過對審核發(fā)現(xiàn)的不符合進行整改,對設備能力的控制與資源消耗的相互影響有了進一步認識,促使組織充分理解有效控制設備過程能力與環(huán)境管理體系有效運行的關聯(lián)性,以提高到管理體系的運行績效。
本次審核范圍Q/E/S:流量儀表(金屬刮板流量計、三轉(zhuǎn)子流量計、旋進旋渦流量計)浮球液位控制器、自力式差壓調(diào)節(jié)器、體積管的設計制造。
產(chǎn)品工藝流程:研發(fā)設計--原材料購入—機加工—鑄件(外包)—組裝—裝配—檢驗/檢定—包裝—入庫。
審核類型為質(zhì)量、環(huán)境和職業(yè)健康安全管理體系再認證。
二、組織簡介
浙江中亞儀表有限公司創(chuàng)建于1976年10月,是流量儀表、流量測量裝置和液位儀表的研發(fā)生產(chǎn)的專業(yè)廠家,2015年和2016年先后被評為浙江省科技型企業(yè)和溫州市科技型企業(yè)。
1990年初,時任國務院總理朱镕基進行溫州地區(qū)鄉(xiāng)鎮(zhèn)企業(yè)調(diào)研時,專程到該企業(yè)進行現(xiàn)場考察,指出了企業(yè)未來發(fā)展方向并寄予厚望。公司始終秉承以“用戶第一”為宗旨,重視產(chǎn)品質(zhì)量和產(chǎn)品升級換代,LBJ系列金屬刮板流量計、三轉(zhuǎn)子流量計為引進美國Smith公司技術(shù),產(chǎn)品性能穩(wěn)定,2001年通過浙江省級新產(chǎn)品技術(shù)鑒定,達到國內(nèi)同類產(chǎn)品領先水平,列為可替代進口的優(yōu)質(zhì)產(chǎn)品。
三、審核策劃
1、關注體系的運行績效:審核組通過查閱相關控制準則、運行記錄和現(xiàn)場巡視收集審核證據(jù),對組織經(jīng)營績效、各過程控制有效性、環(huán)境因素和危險源的控制情況進行綜合評價。
2、關注產(chǎn)品的質(zhì)量控制:了解組織產(chǎn)品的結(jié)構(gòu)特點和工藝方法,對加工過程的關鍵環(huán)節(jié)和質(zhì)量控制情況重點關注、對涉及的生產(chǎn)設備能力、工藝執(zhí)行情況,尤其對產(chǎn)品關鍵零件加工過程控制效果進行深入探究,對過程符合性作出正確判斷。
3、充分發(fā)揮專業(yè)特長:本次審核組有2名專業(yè)審核員,根據(jù)各自的專業(yè)能力以及對相關領域的熟悉情況進行合理分工,對生產(chǎn)現(xiàn)場的工藝過程、涉及的環(huán)境因素和危險源的識別和控制情況進行檢查,力求獲取有價值的審核發(fā)現(xiàn)。
四、審核發(fā)現(xiàn)
1、審核發(fā)現(xiàn)與溝通
現(xiàn)場巡視和查閱相關資料了解到,組織生產(chǎn)的主要產(chǎn)品為金屬刮板流量計,該產(chǎn)品由內(nèi)殼體、凸輪、轉(zhuǎn)子、主殼體、端蓋等主要部件組成。轉(zhuǎn)子與殼體內(nèi)腔采用間隙配合,尺寸公差和形位公差要求較高;并且產(chǎn)品的批量小,品種多,零件尺寸較大,因此,該組織采用傳統(tǒng)的金加工設備進行加工,該企業(yè)對審核范圍的產(chǎn)品生產(chǎn)經(jīng)驗豐富,工藝過程較為成熟。與生技部管理人員溝通時了解到,組織盡管對影響產(chǎn)品精度的內(nèi)殼體、轉(zhuǎn)子、上下端蓋等關鍵零件的加工一直作為關鍵過程控制,但是加工質(zhì)量不夠穩(wěn)定、不合格品時有發(fā)生。
審核組在金加工車間巡查時,看到正在加工DN150金屬刮板流量計內(nèi)殼體,查看產(chǎn)品圖紙,其中內(nèi)殼體尺寸要求為φ3620+0.057、形位公差◎φ0.040、 0.025、零件加工精度要求較高。于是審核組詢問生技部主管:設備是否能保證零件的加工精度要求、設備的能力確認是否有規(guī)定并按規(guī)定執(zhí)行?生技部主管回答:沒有規(guī)定,一般不進行設備能力確認,發(fā)現(xiàn)問題時再檢查設備精度。進一步查看零件的加工檢驗記錄,發(fā)現(xiàn)近幾個月因尺寸和加工精度超差,零件報廢時有發(fā)生,報廢價值較高;但組織對零件的設備管理、加工工藝方面并無具體的整改措施。
對此,審核組對組織因設備過程能力不足產(chǎn)生的質(zhì)量損失未進行有效控制,造成零件報廢導致的資源浪費情況,開具了不符合報告。針對此審核發(fā)現(xiàn),審核組對組織設備管理規(guī)定、工藝文件、不合格品控制、體系運行檢查等方面給予高度關注,通過查閱資料和深入交流發(fā)現(xiàn),組織在體系運行中還存在以下問題:
(1)產(chǎn)品工藝文件不完善,對關鍵零件的工藝要求未及時修訂,尤其對關鍵零件的加工規(guī)范性和合理性關注度不夠,影響加工精度的工藝要求未列入工藝文件。
(2)生產(chǎn)設備日常檢查,忽視設備過程能力管理,未制定明確的和檢查要求。
(3)環(huán)境和安全運行控制程序,對主要設備過程能力不足導致的廢品及質(zhì)量損失的發(fā)生未關注,無明確的控制要求。
因此,審核組就本次審核發(fā)現(xiàn)向組織提出了整改要求和建議。
2、不符合原因分析、糾正措施
審核組針對審核發(fā)現(xiàn)的不符合與企業(yè)的相關人員進行了探討和交流。
從產(chǎn)品專業(yè)層面可知,金屬刮板流量計殼體內(nèi)腔以及上下端蓋之間是形成計量室的關鍵空間,尺寸精度和形位公差是影響產(chǎn)品總體質(zhì)量的關鍵的因素。因此,加工高精度的零部件的設備能力不容忽視。
從機械加工的裝備能力而言,設備的能力一般指設備在沒有人工干預的情況下,保持產(chǎn)品質(zhì)量穩(wěn)定性的能力,設備能力越強,重復性和穩(wěn)定性越好。對于加工精度要求較高的零件,使用普通車床加工,那么,設備主軸跳動度、床身導軌與主軸平行度、主軸中心線與刀架中心線的偏差等,對加工尺寸的精度和形位公差的符合性有重要影響。
另一方面,對企業(yè)產(chǎn)品而言,產(chǎn)品內(nèi)殼體的外形尺寸較大、尺寸精度和形位公差要求較高。圖紙明確要求零件的不同軸度◎φ0.040、不圓柱度 0.025、內(nèi)孔尺寸公差0-0.057.況且,整體裝配要求內(nèi)殼體與轉(zhuǎn)子刮板間隙需嚴格控制在0.05mm以內(nèi)。
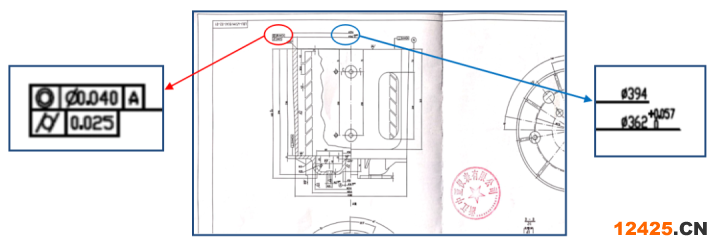
(圖1)內(nèi)殼體零件圖
由形位公差理論可知,不同軸度的定義為:在給定長度內(nèi),包容被測軸心線并與基準軸心線同軸的圓柱的最小半徑為不同軸度誤差;不圓柱度的定義為:包容實際面的兩同軸圓柱面且半徑差為最小值為不圓柱度誤差。
由此可見,若確保加工零件的尺寸公差、形位公差滿足設計要求及產(chǎn)品的總體質(zhì)量符合性,設備能力是滿足加工要求的關鍵要素。換言之,只有對設備能力進行確認和精度調(diào)整,才能保證合格率,控制不良品和廢品產(chǎn)生,有效控制產(chǎn)品質(zhì)量成本、減少原材料異常浪費。
從組織產(chǎn)品的性能方面分析,內(nèi)殼體與刮板、上/下端蓋尺寸和形位公差超差、裝配間隙不合格等,將造成刮板與殼體碰撞產(chǎn)生噪音、計量數(shù)據(jù)不準確、泄漏量大、卡死等情況。
因此,確保內(nèi)殼體、上下端蓋、轉(zhuǎn)子等關鍵零部件加工精度的符合性,應對設備能力進行有效管理,以達到降低產(chǎn)品質(zhì)量成本、節(jié)約資源、提高產(chǎn)品質(zhì)量、改善和提高環(huán)境管理體系運行的有效性,以取得良好運行績效。
五、整改措施及效果
通過充分的溝通和交流,企業(yè)對審核組提出的不符合項和整改要求,高度認同并積極進行糾正和整改,所涉及的糾正措施和形成的資料,包括:
1)責成生技部修訂《機械加工工藝過程卡片》,對加工工藝進行改進完善;
2)生技部牽頭制定“設備能力確認管理規(guī)定”、對加工關鍵零件的設備進行全面的精度檢查,并保持設備能力確認的相關記錄;
3)對用于設備精度校準的校驗棒,制定關于校驗棒的精度檢查、保管和記錄控制要求。
4)修訂補充《程序文件》相關內(nèi)容、將設備過程能力檢查納入日常運行檢查范圍內(nèi),確保設備能力符合規(guī)定要求。
組織通過制定系統(tǒng)的整改方案和整改后,由質(zhì)量損失金額和廢品率下降情況的數(shù)據(jù)分析可見,產(chǎn)品質(zhì)量控制取得了明顯的改進成效。2021年5-8月與2021年9-12月整改后,關鍵零件廢品數(shù)量、報廢總損失、關鍵零件的報廢率大幅度減少,組織因設備過程能力管理等存在的不足所產(chǎn)生的質(zhì)量成本和資源浪費,在進行整改后得到了有效控制。
六、審核對于組織運行績效的影響
1、2021年5-8月與2021年9-12月報廢損失統(tǒng)計

說明:(1)不合格品為鑄件砂眼、氣孔造成,未列入報廢價值。
(2)整改后,轉(zhuǎn)子報廢1件,因人為操作失誤造成尺寸超差報廢。
2、通過糾正和糾正措施的實施,2021年9-12月,經(jīng)過4個月的跟蹤驗證,因設備過程能力不足導致的報廢損失與2021年5-8月對比顯示,報廢數(shù)量由整改前的14件,下降至1件,廢品得到有效控制,降幅明顯,減少了原材料和資源浪費,同比情況如下:

(圖2) 整改前后4個月質(zhì)量損失同比情況
3、2021年9月份開始按要求整改并進行設備能力管控后,連續(xù)4個月因零件報廢造成的總損失降低至3500元,與2021年5-8月的報廢損失相比下降了33000元,下降幅度為90.41%。

(圖3) 報廢損失統(tǒng)計情況
4、2021年5-8月關鍵零部件加工總數(shù)為280件,因設備能力不足造成的報廢數(shù)14件,報廢率為總加工數(shù)的5.0%;2021年9-12月整改后,關鍵零部件加工總數(shù)為190件,因設備能力原因造成的報廢數(shù)為1件,報廢率為總加工數(shù)的0.50%,整改后取得的成效明顯。

(圖4)加工總數(shù)與報廢數(shù)之比
5、修訂機械加工工藝要求
對關鍵零件加工工藝要求,在工藝過程卡中明確了加工前用校驗棒進行設備精度檢查的要求,并固化在工藝文件中。

(圖5)加工工藝過程卡片
6、制定設備能力確認管理要求
根據(jù)產(chǎn)品的加工需要制定了《設備(車床)能力確認管理規(guī)定》,將設備能力管理納入常規(guī)化和制度化,對校驗棒進行常態(tài)化精度檢查,并規(guī)定精度要求達到0.02mm,每根檢測不少于6個點,對校驗棒適時進行更換,保留檢測記錄。

(圖6)設備能力確認管理規(guī)定
(圖7)校驗棒檢查記錄
7、修訂《程序文件》和體系運行檢查規(guī)定
《程序文件》中增加“生產(chǎn)部門應對基礎設施、生產(chǎn)設備和生產(chǎn)設備能力進行控制,保證生產(chǎn)設備的能力滿足工藝要求并處于正常工作狀態(tài)”的要求,以減少和降低材料損失,同時,將設備的過程能力檢查,納入每月體系運行檢查范圍內(nèi)。
(圖8)修訂程序文件

(圖9)體系運行檢查記錄
8、細化和規(guī)范設備能力檢查要求
細化和規(guī)范了用于加工關鍵零件的車床精度的檢查項目、對定位精度檢查、直線運行重復定位精度規(guī)定了檢查要求,適時進行設備維修,確保設備能力滿足加工要求。
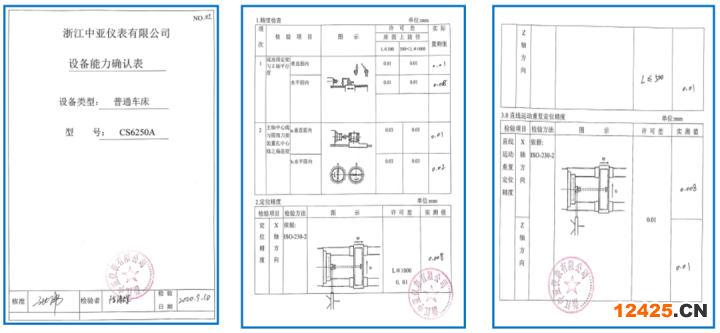
(圖10)設備能力確認表
通過本次審核,使組織加深了對設備能力管理重要性的認知,對提高管理體系的運行績效具有良好的指導意義,通過加強設備過程能力管理對環(huán)境管理體系運行績效產(chǎn)生的相關影響,幫助組織認識到持續(xù)保持組織管理體系正常運行與設備管理的關聯(lián)性,達到了增值審核的目的。
七、審核體會
作為長年從事認證活動的審核員,受審核方為我們提供了肥沃的成長土壤,我們應根植沃土,倍加珍惜每一次審核實踐和自身提高的機會。通過卓有成效的審核,對受審核方提出改進要求,幫助組織提高企業(yè)管理水平和管理體系的運行態(tài)勢,用付出贏得更多信任和尊重,把掌握的專業(yè)知識應用于受審核方,不斷提高職業(yè)修養(yǎng)和審核技能,更好地服務于獲證組織。
中企檢測認證網(wǎng)提供iso體系認證機構(gòu)查詢,檢驗檢測、認證認可、資質(zhì)資格、計量校準、知識產(chǎn)權(quán)貫標一站式行業(yè)企業(yè)服務平臺。中企檢測認證網(wǎng)為檢測行業(yè)相關檢驗、檢測、認證、計量、校準機構(gòu),儀器設備、耗材、配件、試劑、標準品供應商,法規(guī)咨詢、標準服務、實驗室軟件提供商提供包括品牌宣傳、產(chǎn)品展示、技術(shù)交流、新品推薦等全方位推廣服務。這個問題就給大家解答到這里了,如還需要了解更多專業(yè)性問題可以撥打中企檢測認證網(wǎng)在線客服13550333441。為您提供全面檢測、認證、商標、專利、知識產(chǎn)權(quán)、版權(quán)法律法規(guī)知識資訊,包括商標注冊、食品檢測、第三方檢測機構(gòu)、網(wǎng)絡信息技術(shù)檢測、環(huán)境檢測、管理體系認證、服務體系認證、產(chǎn)品認證、版權(quán)登記、專利申請、知識產(chǎn)權(quán)、檢測法、認證標準等信息,中企檢測認證網(wǎng)為檢測認證商標專利從業(yè)者提供多種檢測、認證、知識產(chǎn)權(quán)、版權(quán)、商標、專利的轉(zhuǎn)讓代理查詢法律法規(guī),咨詢輔導等知識。
本文內(nèi)容整合網(wǎng)站:中國政府網(wǎng)、百度百科、搜狗百科、360百科、知乎、市場監(jiān)督總局 、國家認證認可監(jiān)督管理委員會
免責聲明:本文部分內(nèi)容根據(jù)網(wǎng)絡信息整理,文章版權(quán)歸原作者所有。向原作者致敬!發(fā)布旨在積善利他,如涉及作品內(nèi)容、版權(quán)和其它問題,請跟我們聯(lián)系刪除并致歉!