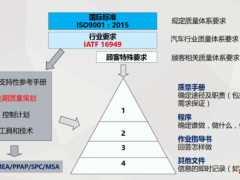
SPC統計技術運用在運用中存在的弊端
SPC自1924年由美國貝爾電話實驗室休哈特首創以來,成為質量管理?從”因襲管理”(即傳統經驗管理)發展到”過程管理”(即過程統計質量控制)的重要標志?SPC重要的手段是控制圖(休哈特控制圖),其主要作用:發現異常變異,及時報警,以采取糾正措施,恢復過程穩定?
隨著QS9000到ISO/TS16949質量管理體系在中國汽車制造行業及其供應鏈廠商導入與實施以來,SPC成為過程控制的重要手段?這科學有效的方法也很快被其它行業迅速直接或間接引用,SPC熱在制造業中迅速盛行起來,其中離不開外部各類型培訓/咨詢/認證機構的廣泛宣傳和推廣?但是很多企業通過SPC實際運用,卻出現意想不到的通病:原本以前相安無事的部門,居然異常眾多,由于解決不力,形成一發不可收拾的局面,或現有投入或現行環境還達不到解決問題的程度,越來越多的企業感覺或發現到:花了不少培訓費用,投入了相當人力和物力,并沒有給企業帶來預期收益;或實行下去也漸漸成為一種對外吹噓的光環,而并沒有真正服務生產實際;或因相當的測量數據采集,反而成為工作負擔,使為數不少的質量負責人只是應付老板或對應客戶所需,并沒有為其質量管理工作帶來多大意義,還不如簡單的QC七大手法來的即時有效?部分企業內部的SPC實施久而久之也就不了了之?
其實SPC本沒錯,是科學的?SPC沒有得到有效運用,在本人所接觸的行業和同行質量擔當中也為數不少?究其原因,有以下分析?
1?SPC僅是一種更好的方法論,本身并不會帶來實際收益?而很多人卻存在認識誤區:SPC運用=質量提升?其實兩者沒有必然聯系?在實踐過程中,SPC統計結果出來,最終還是靠人的思維去分析產生的原因,靠人的經驗和技藝找到解決問題的對策,靠一個有致解決問題的團隊去實施,并能夠在對策失敗中再檢討再對策,還靠有一個不解決問題不罷休的恒心,四者缺一不可?否則一紙空文,最終落得個被上司或老板責罵不已?特別是在三資企業,不少人感嘆:多一事不如少一事?
2?SPC過程能力統計,是基于過程受控狀態前提下進行的?只有在這樣的條件下,所得的結論才具有意義?而實際運用中,很多企業甚至完全不加確認,只要采集數據一輸入,結果一輸出?用這樣的結論來判定過程是不可靠的?
3?SPC過程統計通過運用Xbar-R控制圖,P或np管理圖,單位缺陷數控制圖等描點方式,更直觀地敏感地分辯過程是否存在異常點?但這種異常,僅是一種統計上的異常警報,可能是虛假的,也可能是實際的?而很多質量管理者,卻盲目的都認為是生產狀況存在異常,或產品質量發生狀況,沒有實際調查,去偽存真,而只會在辦公室發號施令,決策錯誤屢見不鮮,甚至實施過程造成下屬或關聯部門抵觸情緒,有些迫于壓力,消極執行指令,以下瞞上等等,反而生產諸多管理新問題?企業內部經常出現”紙上談兵”嗤之以鼻的暗自嘲弄,也就不足為怪了?
4?SPC過程控制基準,是源自汽車行業本身質量要求而來的?可以這么說因其行業質量控制成本相對較高,SPC運用實為一種經濟的方法?但SPC的運用也是需要投入一定的成本,對其它傳統行業,或低值產品行業,或行業本身工藝水平就不太高,甚至客戶原本就要求較低的企業來講,SPC運用好比”殺雞用牛刀”,可能結果是:質量有改善,但質量成本也高了;也可能質量沒改善,不但白花了一筆錢,還導致新的管理問題出現?過程控制在基于3σ,能力要提高到1?00以上的要求,其能力實實在在提升也并不是件易事,常見到現場抱怨:”工程檢查PASS,出荷檢查PASS,甚至出貨到客戶也沒有不良投訴,還要改進什么?”,有些企業頭腦一熱,或純粹做市場宣傳,打腫臉來充胖子的情況,就不多說了?這里想說的是,選擇一個管理決定前,應好好的給自己號號脈:是否適合企業本身發展的階段,人員素質是否跟得上,自己能否長抓不懈,提升竟爭力的代價是否劃算,現行方法可以滿足要求嗎,其它方法是否也可行,等等,多捫心自問下,別把傳統好的東西盲目丟下,一味地去趕風?
5?在很多培訓機構/咨詢/認證機構所介紹有關SPC過程判穩/判異方法,及非正態分布識別方法?如:1)判穩原則:n=25,界外點d=0,或n=35,界外點d≤1,或n=100,界外點d≤2;2)判異原則:常用的有8大原則,如:a點出界;b連續3點,有2點在A區,至于第3點在何處不管;c連續5點,有4點在B區,至于第5點在何處不管;d連續6點呈上升或下降趨勢;e連續8點在中心兩側,但無1點在C區;f連續9點在C區,或在其外排成一串,g連續14點上下交替;h連續15點在C區上下;3)非正態分布識別方法,如:均勻分布;左右傾向分布;指數分布;雙峰分布;孤島型分布等,以上相形細微波動的敏感分辯法則對于質量精益管理,或理論型研究,或實驗驗證方面,在有充裕時間可靜心分析解決問題的情況下是適合的,實際上對于不斷變化的生產現場,及有相當壓力和工作負擔的質量負責人來講,包括在講求效益的企業內部環境,很多情況是通過以上法則發現的異常還沒來得及分析解決,新的問題和異常早已產生,久而久之異常現象不斷累加,給人的感覺形同大敵當前,但當一個月度總結下來的時候,卻并沒有出現不良品增多,甚至各工程檢查也沒有出現批次不良增多跡象?”難道SPC在損人嗎”,從管理角度來看,特別是在質量目標實施總量控制的企業內部管理來講,在一定程上來說SPC分辯的異常的確是小題大做,很重要的原因:它是在UCLx/LCLx控制界線內管理的,而非在USLx/LSLx規格要求(或客戶要求)控制界線內管理,甚至當產品設計本身存在客觀問題而當前無法克服時,客戶有時還默許出現異常,而且從老板成本控制角度上講,也是不經濟的?故,以上外部機構所講述的分辯法則于企業管理實際是存在一些不適宜的地方?這也是很多外部機構不能回答或解決實際問題所在的重要原因?
6?SPC過程統計控制本身也存在這樣的問題,即:1)必須在過程穩定的基礎上,才能把當前過程的控制線延長,作為后續判定基準?但生產過程實際是不斷變化的,因此要找到或改進到一個穩定過程作為基礎,對講求時效的今天,這里花費的時間和精力未免太長,有的行業某些過程根本就不可能存在穩定的狀態?而且當前所制定的控制線是否適應后續變化的情況也是很難說的,比如:客戶要求加嚴,工藝水平提升,過程得到改進,或測量技術提升等等,先前的控制線還能成為現行變化的情況嗎?前后控制過程如何把斷層的控制圖建立相互聯系的對比分析的連續監控過程,這是當前SPC技術沒能解的問題;2)SPC在運用中,目前眾多同行中只是運用在一段時期的總體能力判定,并沒能做到實時正確監控和指導改善,一般只用在量產前許可承認上,而量產過程監控還是很大一塊空白,這與前者相關聯?因此,這種以靜制動的控制方法或理論,個人覺得目前的SPC理論還是需要繼續研究和發展的,可能本人沒有接觸到更前沿的SPC理論,所以如此認為?質量管理不應”打太極拳”,而應有點類似像股市波動一樣,在變化中控制?這僅代表個人觀點,沒有任何針對性?在本人SPC過程質量控制實際工作中,所設計的是一種隨過程σ波動而波動的曲線控制線,而不是直線型的UCL/LCL/CL,以適應過程變化時的控制變化,且與企業質量管理目標相結合,或公司政策調整而調整的過程能力統計方式,可更靈活實際的適應質量管理需要,基本上可以適應不同行業特點要求,避免了照搬照抄汽車行業運用中的SPC統計方法所帶來的不適應性,本人在從事SQE工作中對所輔導的各行業協力廠商中推廣運用,在推廣運用中得到普遍認同和實踐運用,但只代表本人思想,沒有學術參考,也是這樣告訴我們的協力廠商的?
中企檢測認證網提供iso體系認證機構查詢,檢驗檢測、認證認可、資質資格、計量校準、知識產權貫標一站式行業企業服務平臺。中企檢測認證網為檢測行業相關檢驗、檢測、認證、計量、校準機構,儀器設備、耗材、配件、試劑、標準品供應商,法規咨詢、標準服務、實驗室軟件提供商提供包括品牌宣傳、產品展示、技術交流、新品推薦等全方位推廣服務。這個問題就給大家解答到這里了,如還需要了解更多專業性問題可以撥打中企檢測認證網在線客服13550333441。為您提供全面檢測、認證、商標、專利、知識產權、版權法律法規知識資訊,包括商標注冊、食品檢測、第三方檢測機構、網絡信息技術檢測、環境檢測、管理體系認證、服務體系認證、產品認證、版權登記、專利申請、知識產權、檢測法、認證標準等信息,中企檢測認證網為檢測認證商標專利從業者提供多種檢測、認證、知識產權、版權、商標、專利的轉讓代理查詢法律法規,咨詢輔導等知識。
本文內容整合網站:百度百科、搜狗百科、360百科、知乎、市場監督總局 、國家認證認可監督管理委員會、質量認證中心
免責聲明:本文部分內容根據網絡信息整理,文章版權歸原作者所有。向原作者致敬!發布旨在積善利他,如涉及作品內容、版權和其它問題,請跟我們聯系刪除并致歉!